> On Sep 30, 2015, at 11:41 PM, Sebastian Kuzminsky <[email protected]> wrote: > > That's super strange and wrong! > > I just tried this in 2.7 with the sim/axis/lathe config and I do not see > any unexpected behavior. > > I made a local file of the G-code you sent, commented out the "... code > deleted ..." lines, added M2, and ran it. I stopped the program with > Escape when it paused at the M1 on N85, and tried "G53 G0" in MDI to go > to different places, and it went to the correct location for T5. The > DRO and the tool info at the bottom all look sane. I see nothing wrong, > and no wrong behavior. > > Please give more details on what you did, including the entries for T1 > and T5 in your tool table. > > After you stop the program to go off and do the separate operation, you > then move around by jogging and MDI-ing, but you don't change coordinate > systems or offsets or tools or imperial/metric units or anything like > that, right? > > And it's during these safe G0-G3 operations that the machine acts like > you have the tool offsets of T1 instead of T5? >
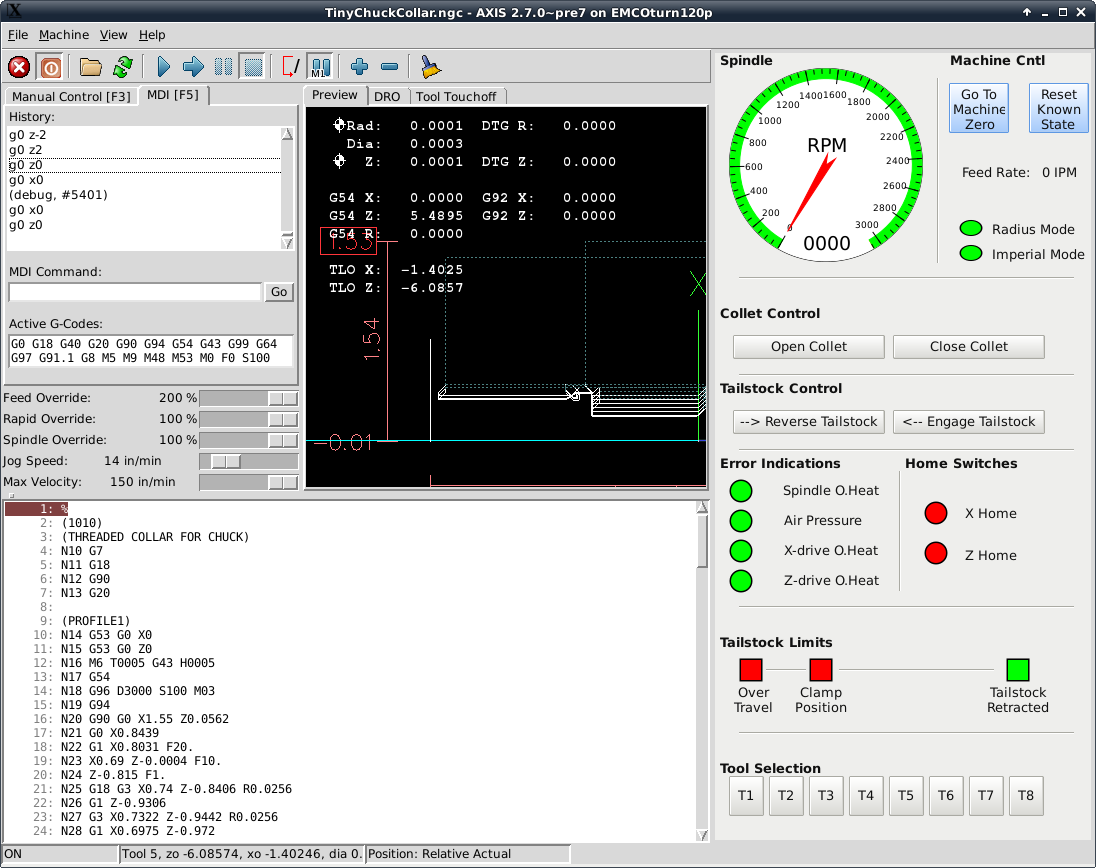
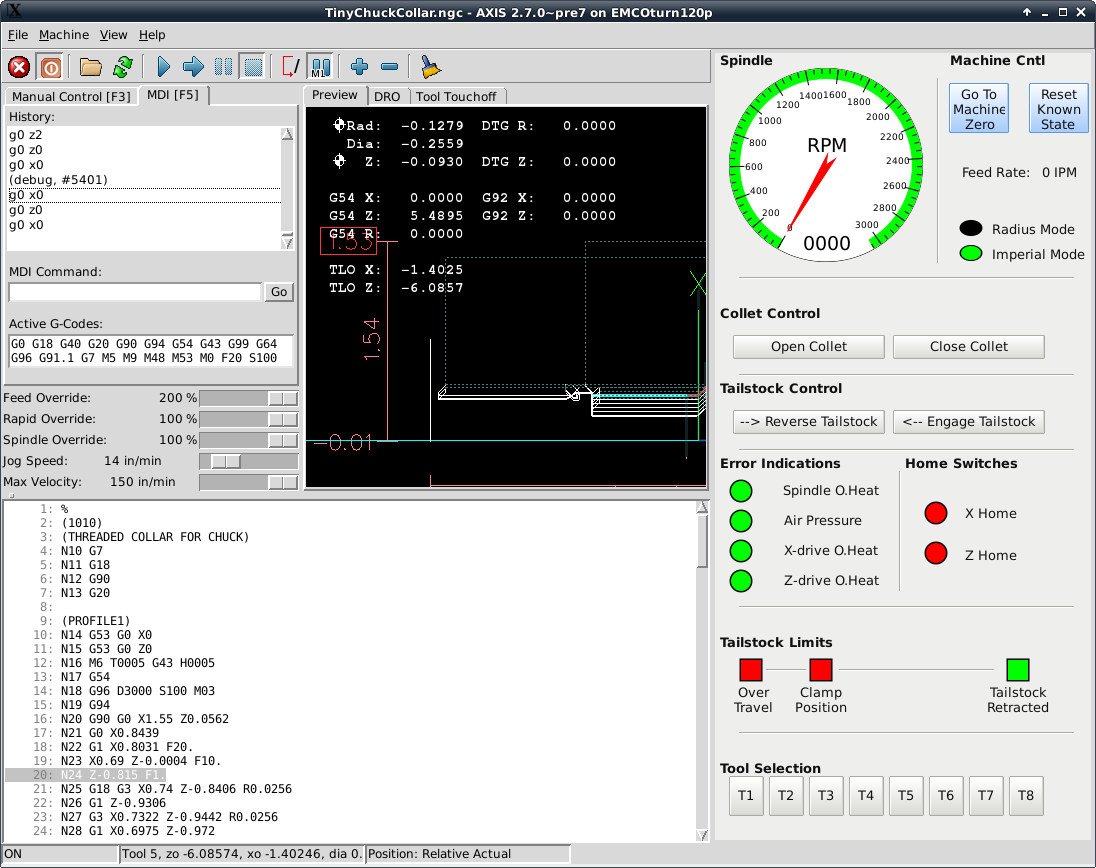
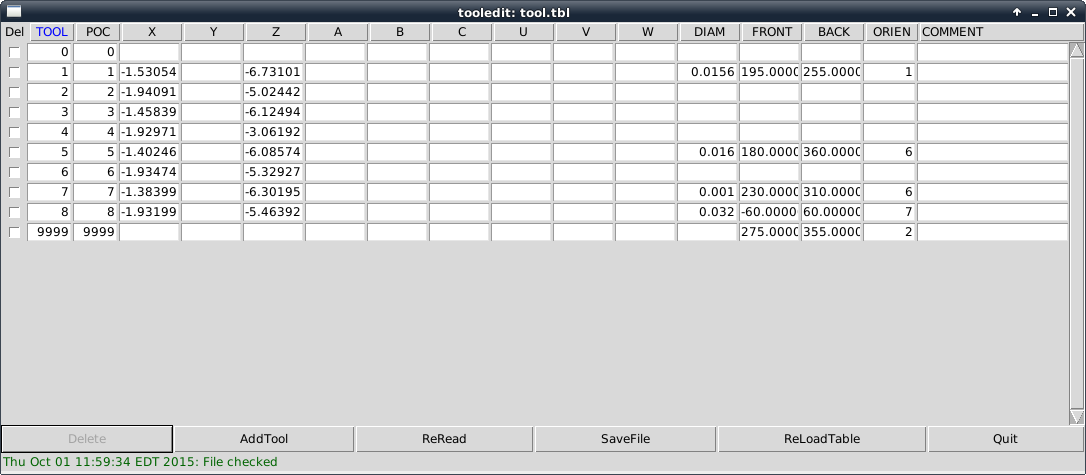
Seb, I played with it some more today. It doesn’t need to get to the M1 pause in order to have a strange offset loaded. Once the program begins, if I stop it at any point (including at the M1) it appears as though the offset for the next tool (T1) is in effect. Pasted at the bottom of this message is the entirety of the program. Here is a screen shot of Axis before running the program: http://bgp.nu/~tom/pub/axis-before-foo.png I’ve sent the tool to X0 and the DRO shows it at zero (well, close enough). You can see the active g-codes (this is my default state on startup of Axis or hitting the “Reset Known State” button in the Glade side panel) Here is a screen shot of Axis after running and stopping the program (after 5 seconds or so of running): http://bgp.nu/~tom/pub/axis-after-foo.png You can see the program is stopped on line 20 (N24). I have issued a single g0 x0 (last line showing in MDI window). Notice that the tool is at -0.2559 (Diameter) rather than at 0.0000. Tool 5 is still loaded and the tool table offset (of -1.4025) is in effect (can see from TLO X: -1.4025). Here is a screen shot of the tool table showing the offsets for the tools: http://bgp.nu/~tom/pub/tool-tbl-foo.png The difference between X offsets of tool 5 (-1.40246) and tool 1 (-1.53054) = -0.12808 and because I thought it happened at the M1 pause, I surmised that it was the tool offset from the next tool change that was in effect. Now that I know it happens before the M1 pause, I was perhaps a bit hasty on that theory :-) But if not, then why is there a discrepancy between where the tool should be and where it is? % (1010) (THREADED COLLAR FOR CHUCK) N10 G7 N11 G18 N12 G90 N13 G20 (PROFILE1) N14 G53 G0 X0 N15 G53 G0 Z0 N16 M6 T0005 G43 H0005 N17 G54 N18 G96 D3000 S100 M03 N19 G94 N20 G90 G0 X1.55 Z0.0562 N21 G0 X0.8439 N22 G1 X0.8031 F20. N23 X0.69 Z-0.0004 F10. N24 Z-0.815 F1. N25 G18 G3 X0.74 Z-0.8406 R0.0256 N26 G1 Z-0.9306 N27 G3 X0.7322 Z-0.9442 R0.0256 N28 G1 X0.6975 Z-0.972 N29 Z-1.9906 N30 X0.7492 N31 X0.8623 Z-1.9341 F20. N32 G0 Z0.0562 N33 X0.7431 N34 G1 X0.63 Z-0.0004 F10. N35 Z-0.815 F1. N36 X0.6888 N37 G3 X0.71 Z-0.8173 R0.0256 N38 G1 X0.8231 Z-0.7607 F20. N39 G0 Z0.0562 N40 X0.6831 N41 G1 X0.57 Z-0.0004 F10. N42 Z-0.815 F1. N43 X0.65 N44 X0.7631 Z-0.7584 F20. N45 G0 Z0.0562 N46 X0.6231 N47 G1 X0.51 Z-0.0004 F10. N48 Z-0.815 F1. N49 X0.59 N50 X0.7031 Z-0.7584 F20. N51 G0 Z0.0562 N52 X0.5638 N53 G1 X0.4507 Z-0.0004 F10. N54 Z-0.815 F1. N55 X0.53 N56 X0.6431 Z-0.7584 F20. N57 G0 Z0.0562 N58 X0.5045 N59 G1 X0.3914 Z-0.0004 F10. N60 Z-0.815 F1. N61 X0.4707 N62 X0.5838 Z-0.7584 F20. N63 X0.8106 N64 G0 Z-0.9154 N65 G1 X0.6975 Z-0.972 F10. N66 X0.645 Z-1.014 F1. N67 Z-1.9906 N68 X0.6975 N69 X0.8106 Z-1.9341 F20. N70 G0 Z0.0409 N71 X0.4945 N72 G1 X0.3814 Z-0.0156 F10. N73 Z-0.82 F1. N74 X0.6888 N75 G3 X0.73 Z-0.8406 R0.0206 N76 G1 Z-0.9306 N77 G3 X0.7237 Z-0.9416 R0.0206 N78 G1 X0.635 Z-1.0126 N79 Z-1.9906 N80 X0.7481 Z-1.9341 F20. N81 X0.795 N82 G0 X1.55 N83 M05 N84 M09 N85 M01 (PROFILE2) N86 M01 N87 G53 G0 X0 N88 G53 G0 Z0 N89 M6 T0001 G43 H0001 N90 G96 D3000 S100 M03 N91 G94 N92 G0 X1.55 Z-1.0159 N93 G0 X0.872 N94 G1 X0.7781 F20. N95 X0.665 Z-0.9594 F10. N96 Z-0.935 F1. N97 X0.6887 N98 G18 G2 X0.7493 Z-0.9182 R0.0356 N99 G1 X0.8624 Z-0.9748 F20. N100 G0 Z-1.0159 N101 X0.7582 N102 G1 X0.7581 F20. N103 X0.645 Z-0.9594 F10. N104 Z-0.925 F1. N105 X0.6887 N106 G2 X0.74 Z-0.8994 R0.0256 N107 G1 Z-0.8094 N108 X0.8531 Z-0.8659 F20. N109 G0 Z-1.0159 N110 X0.7382 N111 G1 X0.7381 F20. N112 X0.625 Z-0.9594 F10. N113 Z-0.915 F1. N114 X0.6887 N115 G2 X0.72 Z-0.8994 R0.0156 N116 G1 Z-0.8094 N117 X0.8331 Z-0.8659 F20. N118 X0.88 N119 G0 X1.55 N120 M05 N121 M09 N122 M01 N123 M30 % ------------------------------------------------------------------------------ _______________________________________________ Emc-developers mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-developers
{kind=link}
{kind=link}
{kind=link}