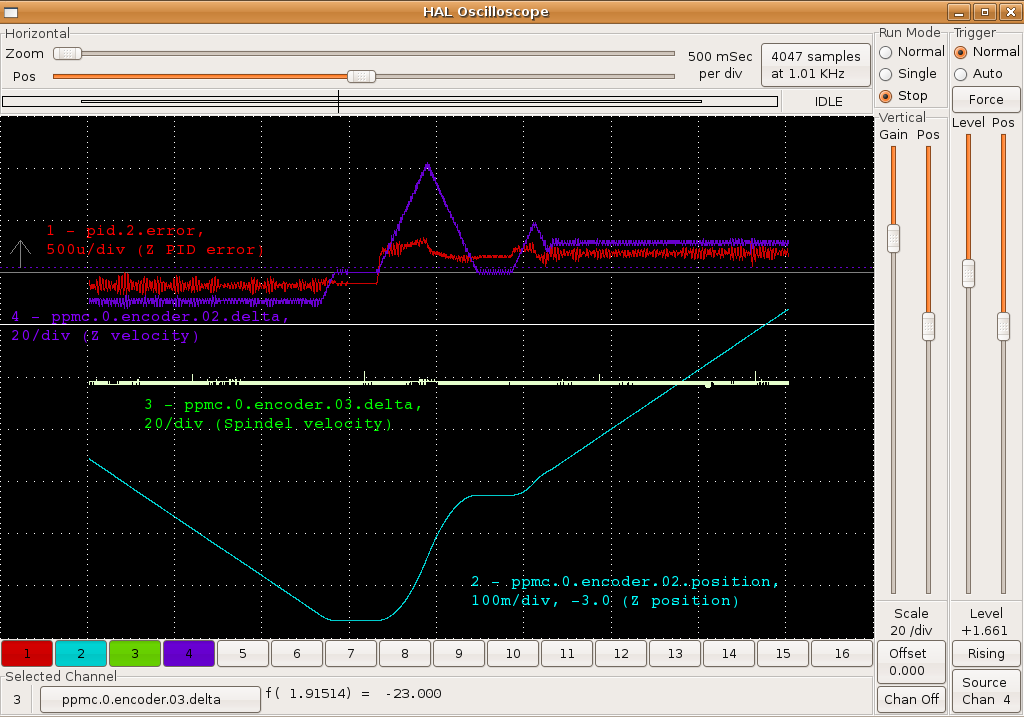
Last week I made my first thread on my lathe. It didn't take long to get good threads, but I wasn't happy with the PID tuning, so I have been doing battle with that. After some improvement, I tried another thread and got a pronounced surge motion during the threading passes. This happened last week, but turned out to be an erratic spindle encoder signal. I checked all of my encoders, which seem to be fine. Then I went back through some of my "known decent" PID settings and got the same surging. The surge appears to be commanded. I have a feeling that the increased acceleration times may be a factor. I wonder if synced motion should have a ramp or buffer zone to allow it to lock gracefully. I have a halscope graph of a spindle synced motion and my best tuning at this link:
http://www.wallacecompany.com/cnc_lathe/HNC/emc2/spindle_sync_surge-1a.png and the .ngc file is here: http://www.wallacecompany.com/cnc_lathe/HNC/emc2/spin_sync_z-1.ngc Any comments are appreciated. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe Bridgeport mill conversion pending Zubal lathe conversion pending) ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}