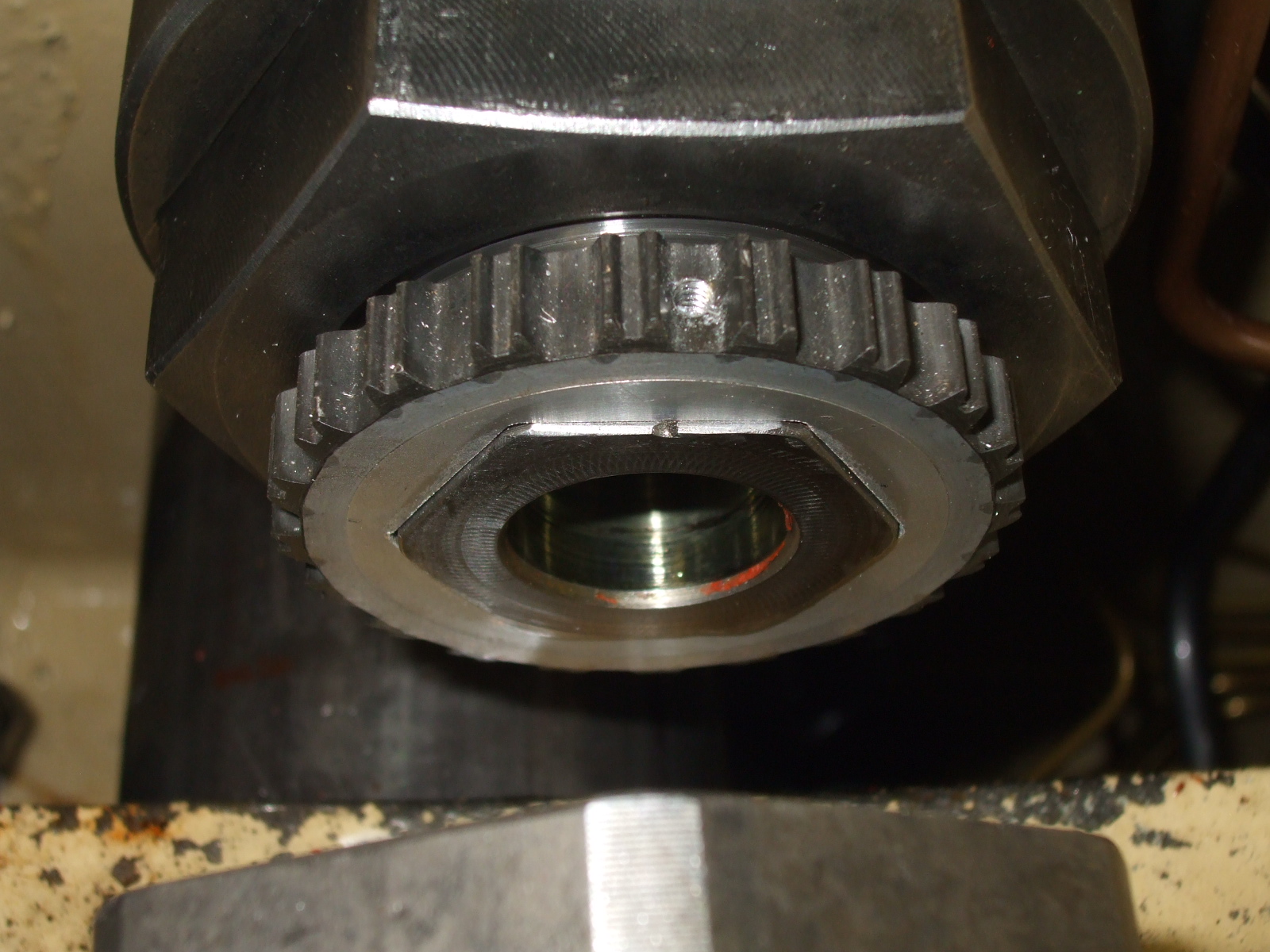
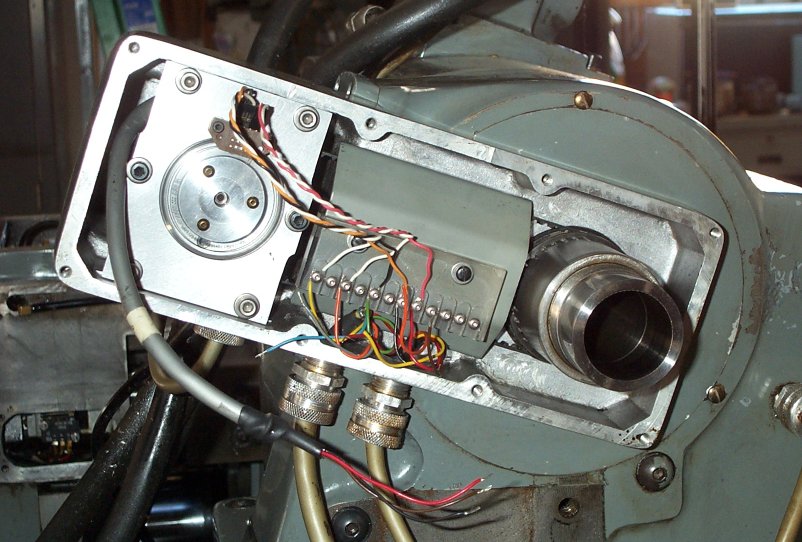
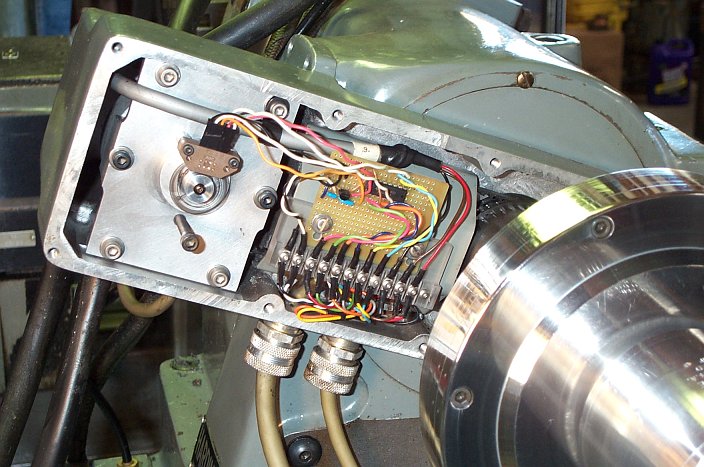
same idea.. http://electronicsam.com/images/KandT/conversion/spindle/spindleencoder.JPG http://electronicsam.com/images/KandT/conversion/spindle/spindletiminggear.JPG
{kind=link}
{kind=link}
sam On 7/15/2014 9:19 AM, Kirk Wallace wrote: > On 07/15/2014 06:44 AM, Marius Liebenberg wrote: >> On 2014-07-15 14:00, andy pugh wrote: >>> On 15 July 2014 10:44, Marius Liebenberg <mar...@mastercut.co.za> wrote: >>>> What would the highest safe RPM be for a 2048 quadrature spindle encoder >>>> on the 7i76. >>>> I have to use some pulleys to mount the encoder on my spindle and I >>>> would like to use what I have on the shelf if possible. >>> 1:1 is the right ratio, if you want to use the index from the encoder. >>> The encoder on the 7i76 can do 10Mhz according to the manual, so that >>> should be OK to 292,000 rpm. >> OK so speed is not the problem. I will have to concoct another method to >> mount the encoder if it is better to have it 1:1 >> How do others do that on a lathe seeing that you cannot mount the >> encoder on the back of the shaft. The shaft is hollow for material to >> pass through. >> > http://www.wallacecompany.com/cnc_lathe/HNC/00010-1a.jpg > http://www.wallacecompany.com/cnc_lathe/HNC/00011-1a.jpg > http://www.wallacecompany.com/cnc_lathe/HNC/ > ------------------------------------------------------------------------------ Want fast and easy access to all the code in your enterprise? Index and search up to 200,000 lines of code with a free copy of Black Duck Code Sight - the same software that powers the world's largest code search on Ohloh, the Black Duck Open Hub! Try it now. http://p.sf.net/sfu/bds _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}