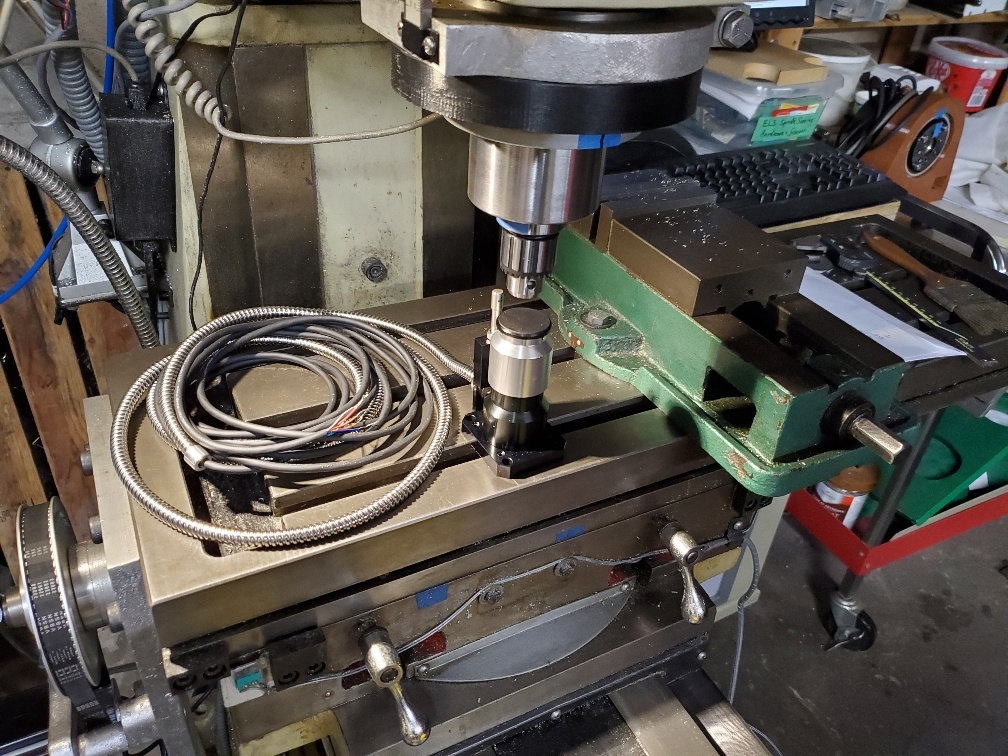
My tool height sensor arrived today. Needless to say I dropped everything (almost) to play with it. Nicely sensitive. Good over travel before NC sensor opens so that second switch could be in series with Z axis limit. The photo here http://www.autoartisans.com/mill/TouchProbe/TouchPosition-1.jpg shows the location the table goes to for the tool change position. Just a tad off X and Y limit switches. I've placed the sensor under that location to eyeball where it would likely be the best place to mount. Trouble is I'm not really happy with the idea of a permanent mount. It's really in the way. I could move it to the back of the table but all that space to the left for clamping or even just sliding the vise out of the way is still obstructed by the sensor. Since I'm using TTS holders for most things (face mill and larger drill chucks are R8) so for a standard make 5 of something I can see setting the tools into the LinuxCNC tool table, changing tools and the setter isn't even needed once the tools have had their length entered into the tool table. It's when I need that one or two tools like drill bits that need to be measured on the fly that a tool change and then tool measurement operation are needed. For the LinuxCNC users out there, using a tool height sensor similar to this what do you do? Leave it in place forever? Leave it in place for the job? Place it and hold down with say a toggle clamp (or something) when needed? I realize this will be an "It depends" answer. There's also the option to hook up air to clean the top and not even bother with the tool table length entry. Just measure it each time but that seems time consuming. Thanks John
{kind=link}
_______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users