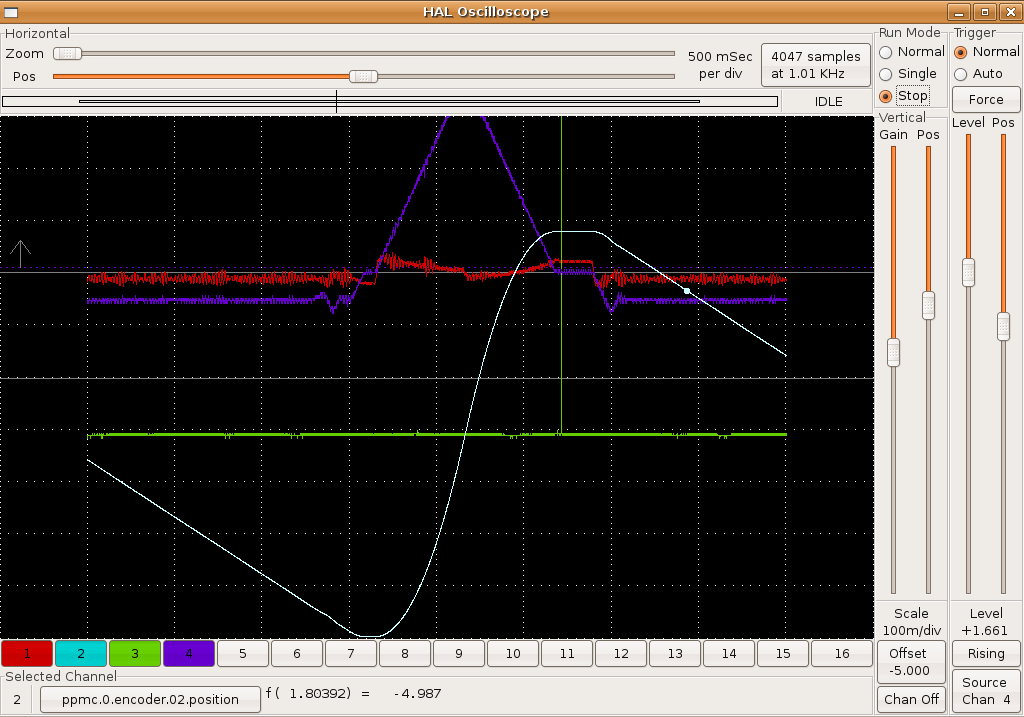
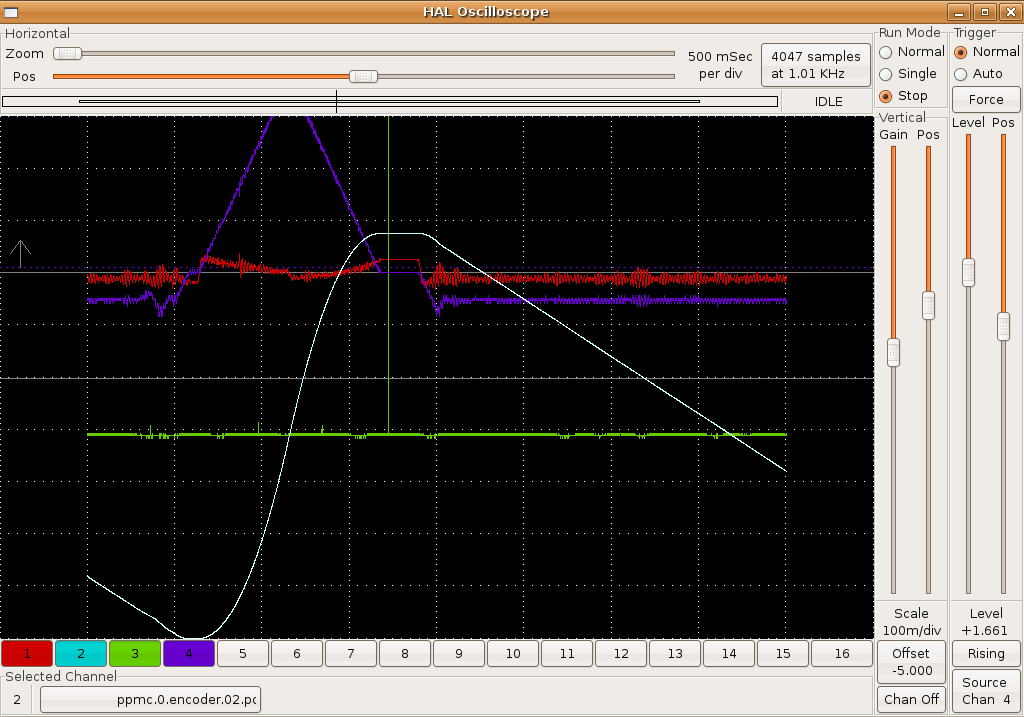
Kirk Wallace wrote: > After having some success with my tuning, I went back to making threads > without much success. Randomly, but close to every third or fourth pass > comes out being about a half thread off. I have Halscope graphs here: > > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/g76-bad.png > > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/g76-good.png > What you want to do is put ppmc.0.encoder.02.position, (or whichever axis is the spindle encoder), ppmc.0.encoder.02.index-enable and ppmc.0.encoder.02.index on the halscope. With the spindle running, you should see regularly-spaced narrow pulses on index. If they are not regularly spaced, you are picking up noise on the encoder index channel. > They aren't annotated but have the same configuration as my other > graphs. > > For a reference, I put a bar in the collet and touched off. I invoked my > G76 program and E-stopped after the first pass. I then touched-off X > such that the cutter came close to the bar, but not touching on the last > pass of the G76. I re-ran the program and screen copied good an bad > passes determined by comparing the tool position to the reference pass I > made at the beginning. I can't really see much difference between the > "good" and "bad" graphs ,but there was an obvious indication with the > tool and reference pass.
{kind=link}
{kind=link}
I don't actually see much difference in the two graphs except for the trigger point. But, then the computer doesn't know the wrong place has been picked up by the encoder index signal, so the graphs shouldn't look different. But, if you display the enocder index signal too, then you will clearly see if there is an index in the wrong place. > > I assume that the spike in the spindle velocity data is due to a counter > reset at the start of each pass? > > Another problem, that I had read about a while back, cropped up too. > When I invoke the touch-off dialog, I get a "Bad Number" error unless > the first thing I do is forward arrow and leave at least the original > leading zero in the data entry box. The message just means whatever is in the box isn't valid - just correct the characters in the box. For instance, "-" or "." are invalid all by themselves, but "-.5" is OK. Jon ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users