Could you post that gcode somewhere? (I don't have time right now to play with your cool scripting language..) It could be the centripetal accel limits of the spirals..
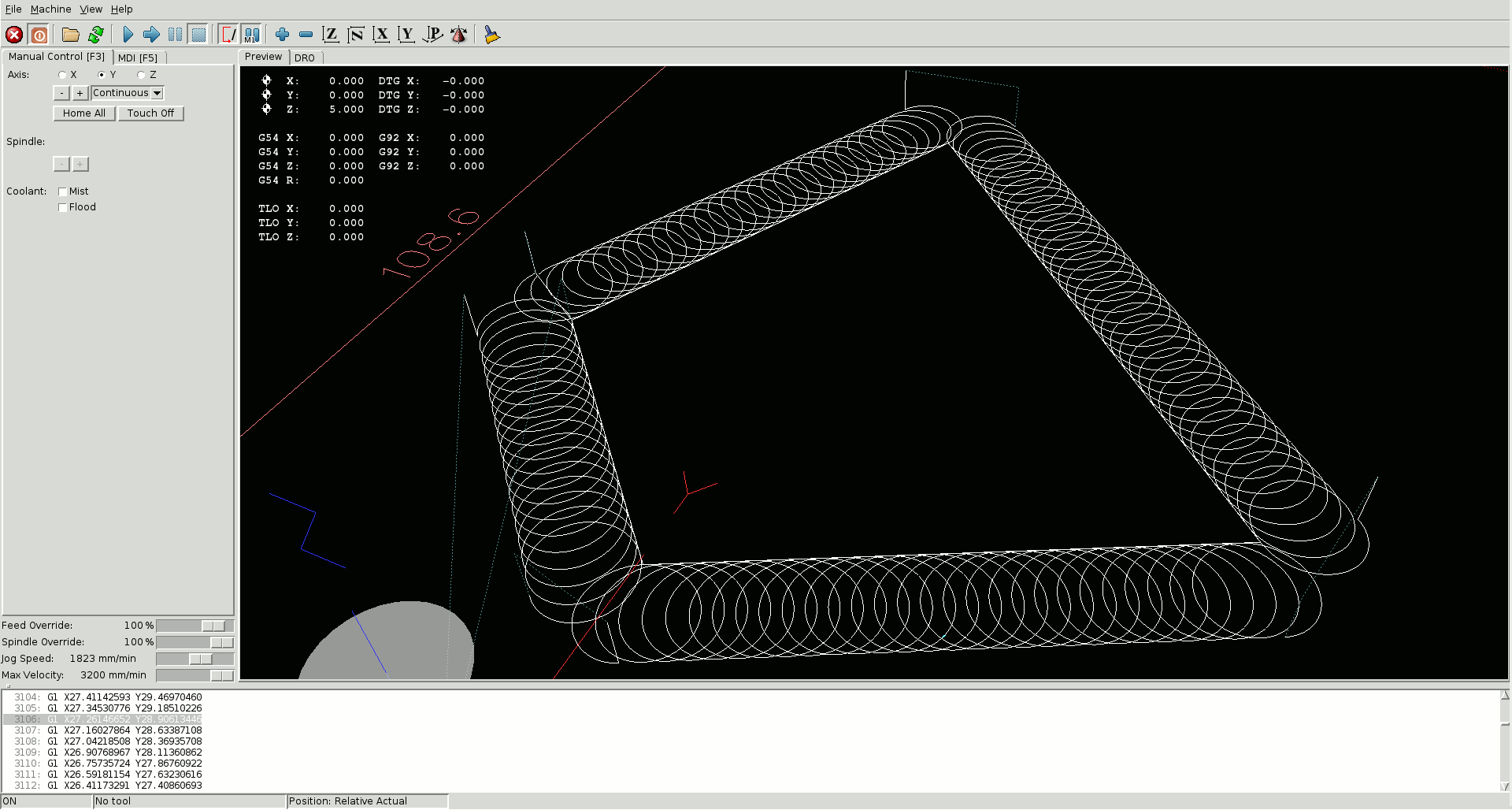
sam On 3/20/2014 8:29 AM, Bertho Stultiens wrote: > On 03/20/2014 01:28 PM, sam sokolik wrote: >> some more random paths running the circular arc blend rc3... > I just tested trochoidal milling using the example I created for gcmc: > - image: http://www.vagrearg.org/gcmc/example-trochoidal-large.png > - source: https://gitorious.org/gcmc/gcmc/source/example/trochoidal.gcmc > > Target: "axis_mm" simulator > > The runtime on 2.5.3: > - trochoidal milling: 386s > - total time: 482s > > Runtime on 2.6.0~pre, branch circular-blend-arc-rc3: > - trochoidal milling: 110s > - total time: 205s > > LinuxCNC reports the runtime at 2.7min (162s). > > It is clear that the old LinuxCNC version cannot keep the speed high and > wanders between 500..600mm/min. The code sets the speed for the > trochoidal path at 3000mm/min. > > The effective speed is still not entirely up to the requested speed and > seems to hover arround 1900mm/min. That may be due to the simulator > setup (maybe acceleration limits?) or the arc-blending not looking ahead > far enough. > > Still, a very impressive improvement. > ------------------------------------------------------------------------------ Learn Graph Databases - Download FREE O'Reilly Book "Graph Databases" is the definitive new guide to graph databases and their applications. Written by three acclaimed leaders in the field, this first edition is now available. Download your free book today! http://p.sf.net/sfu/13534_NeoTech _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}