We are tying to cut some internal Acme threads on our lathe. We have an internal Acme 8-pitch single point tool. From the edge of the backside of tool to the tip of the cutting point is 0.490”. The major diameter of our hole to thread is 0.506. So, you can see there is very little clearance here.
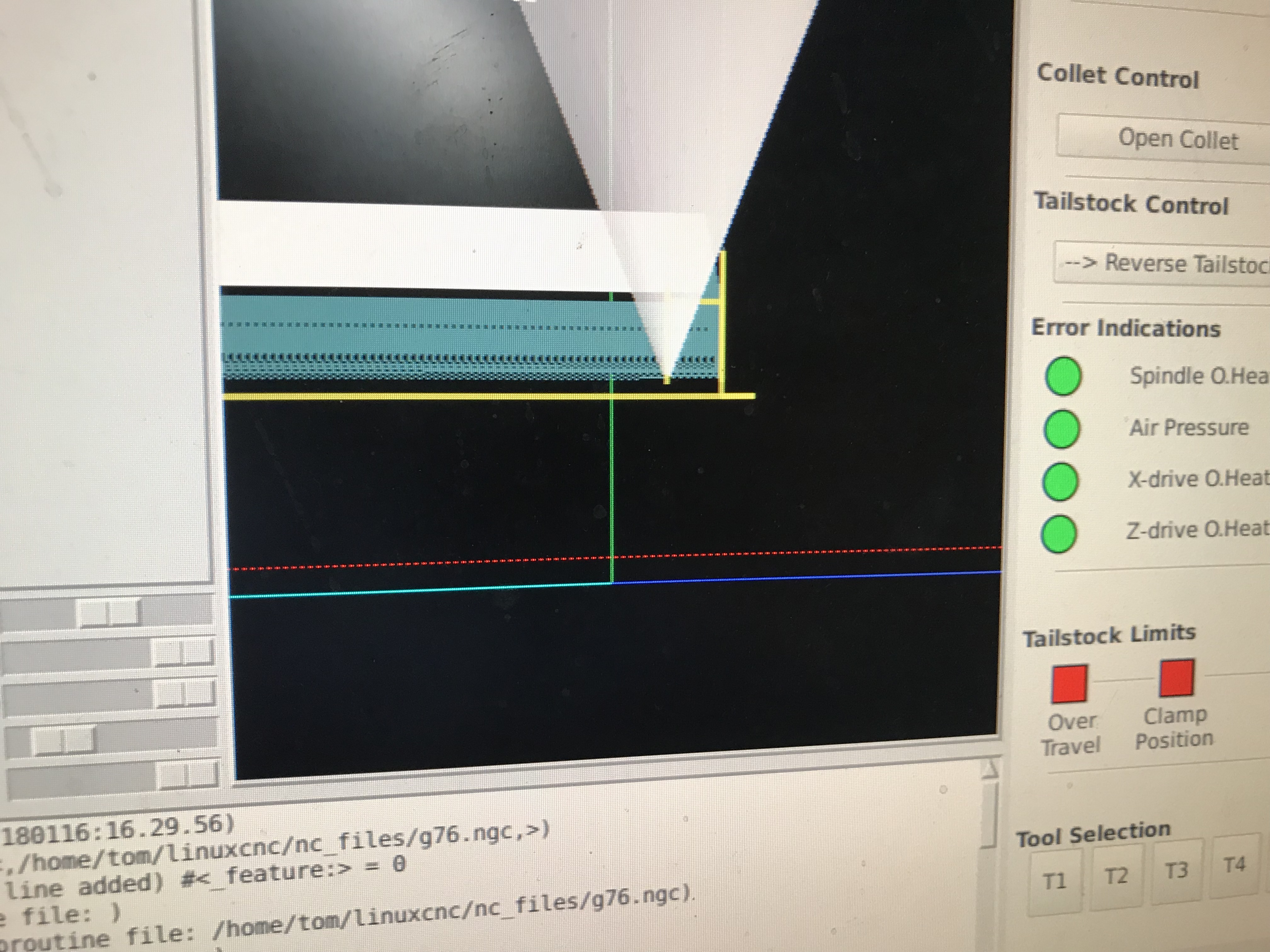
When we run G76 the backside of the tool slams into part when it retracts after the cut. We are currently cutting (breaking is a better word) wax until we are confident that something good will result. This causes our tool to crash into the part when it tried to retract after the cut: G0 Z0.100 G0 X0.248 G76 P0.125 Z-0.750 I0.005 J0.005 K0.0725 R2.0 Q14 L0 E0.0725 H2 In trying to measure things in the backplot window (not easy to do accurately) it appears like the tool is moving back nearly the full thread depth (0.075”). In this image the distance from where the tip of the tool is on the first retract line up to the first cut line which is the lower edge of that white band is about .075”: https://www.bgp.nu/~tom/pub/IMG_5289.jpg. Considering we only have ~0.010 this clearly wont work. It seems like the Drive Line is where the tool should come back to on every pass. If it did it would always have clearance (assuming it had clearance to get in the hole in the first place). But that is not what is happening. From the GCode reference of G76: http://linuxcnc.org/docs/html/gcode/g-code.html#gcode:g76 This is youtube video showing the tool hitting the back side on retraction, twice in fact before the wax snaps off: http://www.youtube.com/watch?v=yxHFyVMocpU <http://www.youtube.com/watch?v=yxHFyVMocpU> In typical threading the tool size, thread depth, and initial bore diameter, are such that this problem may not be noticeable. But with an Acme thread where the size of the tool and the depth of the thread (0.0725 in our case) leaves very little room for error. So is the G76 code broken or is there something fundamental we are misunderstanding? -Tom ------------------------------------------------------------------------------ Check out the vibrant tech community on one of the world's most engaging tech sites, Slashdot.org! http://sdm.link/slashdot _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}