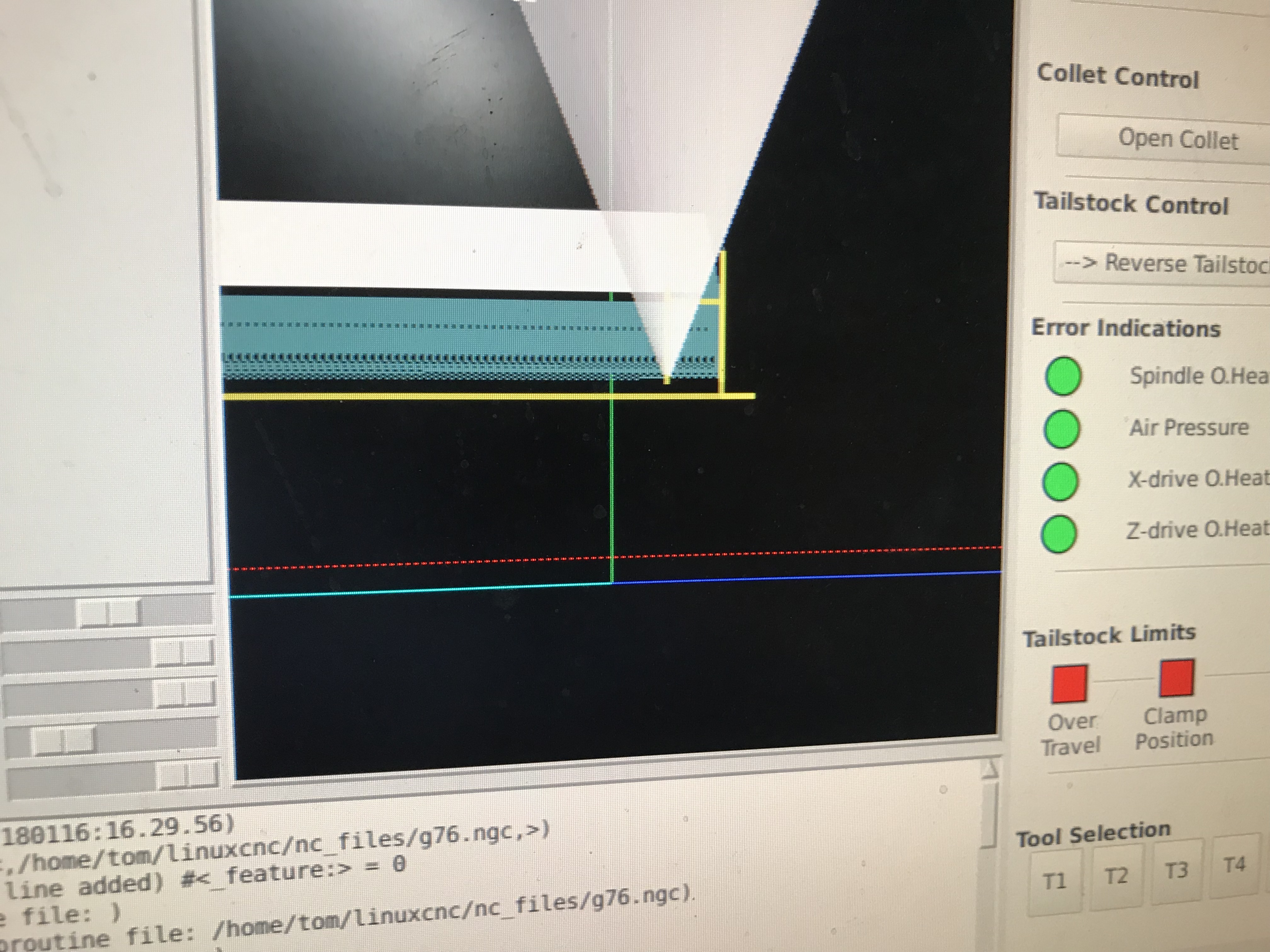
On 16 Jan 2018, at 23:16, [email protected] wrote: > We are tying to cut some internal Acme threads on our lathe. We have an > internal Acme 8-pitch single point tool. From the edge of the backside of > tool to the tip of the cutting point is 0.490”. The major diameter of our > hole to thread is 0.506. So, you can see there is very little clearance > here. > > When we run G76 the backside of the tool slams into part when it retracts > after the cut. We are currently cutting (breaking is a better word) wax > until we are confident that something good will result. > > This causes our tool to crash into the part when it tried to retract after > the cut: > G0 Z0.100 > G0 X0.248 > G76 P0.125 Z-0.750 I0.005 J0.005 K0.0725 R2.0 Q14 L0 E0.0725 H2 > > In trying to measure things in the backplot window (not easy to do > accurately) it appears like the tool is moving back nearly the full thread > depth (0.075”). In this image the distance from where the tip of the tool is > on the first retract line up to the first cut line which is the lower edge of > that white band is about .075”: https://www.bgp.nu/~tom/pub/IMG_5289.jpg. > Considering we only have ~0.010 this clearly wont work. > I have no direct experience of using G76, but this problem reminded me a little of the retraction distance settings on peck drilling canned cycles in a milling machine, where the program response to a retract distance in, say, the G83 command depends on whether there has been a previous G99 (retract to the R value used in the G83) or a G98 (ignore the R and retract to the original Z value used before the G83 was begun. > It seems like the Drive Line is where the tool should come back to on every > pass. If it did it would always have clearance (assuming it had clearance to > get in the hole in the first place). But that is not what is happening. From > the GCode reference of G76: > http://linuxcnc.org/docs/html/gcode/g-code.html#gcode:g76 > The documentation does say the tool should return to the drive line, but I don't immediately understand the diagram, which shows a different retract after each pass (the same your your own screen shot shows). This is either being done as a result of a previous command like a G99 or G98, or the G76 is not doing what it is supposed to do. I note the connection between G76 and G33, but Gene knows more about G33.
{kind=link}
> This is youtube video showing the tool hitting the back side on retraction, > twice in fact before the wax snaps off: > http://www.youtube.com/watch?v=yxHFyVMocpU > <http://www.youtube.com/watch?v=yxHFyVMocpU> > Wax is a good idea. Must get some. I sometimes use plastic, but the wax looks even softer. > In typical threading the tool size, thread depth, and initial bore diameter, > are such that this problem may not be noticeable. Often the case, with this kind of problem. > But with an Acme thread where the size of the tool and the depth of the > thread (0.0725 in our case) leaves very little room for error. So is the G76 > code broken or is there something fundamental we are misunderstanding? > This is an important cycle, so it would be good to understand what's happening here. Marcus . > -Tom > ------------------------------------------------------------------------------ > Check out the vibrant tech community on one of the world's most > engaging tech sites, Slashdot.org! http://sdm.link/slashdot > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users ------------------------------------------------------------------------------ Check out the vibrant tech community on one of the world's most engaging tech sites, Slashdot.org! http://sdm.link/slashdot _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users