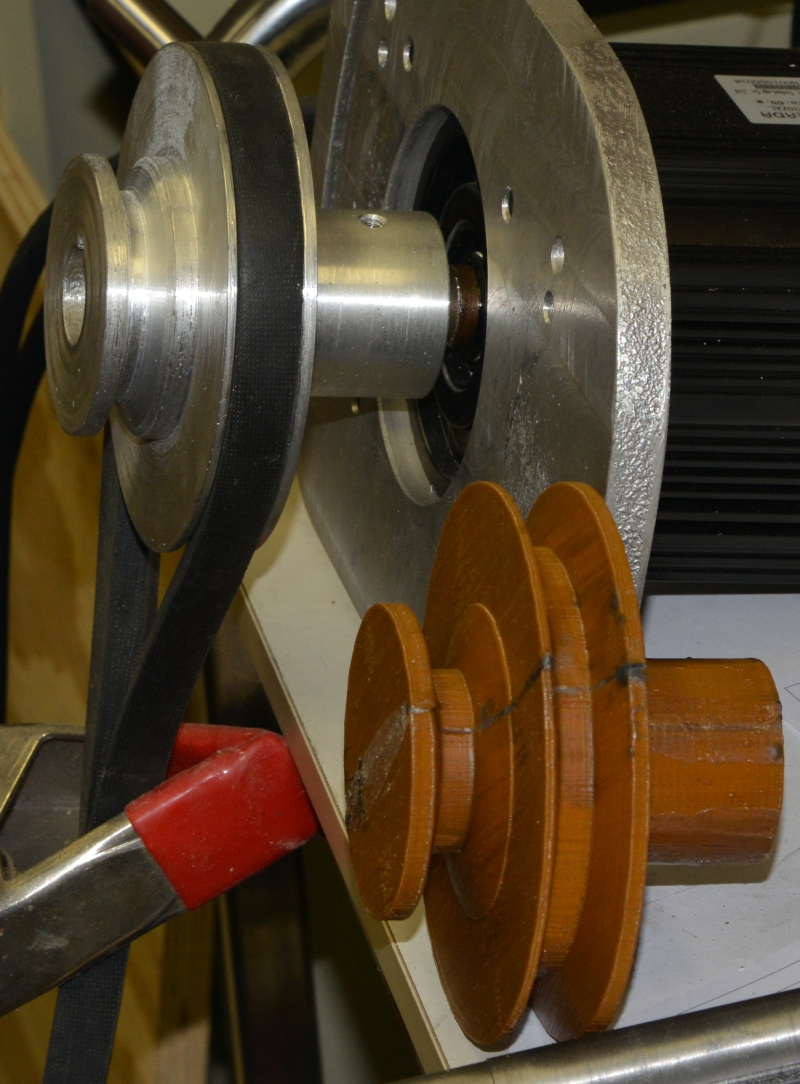
On Friday 03 July 2020 19:49:15 John Dammeyer wrote: > This isn't as much of a CNC question but more of a tool shape and > positioning question. > http://www.autoartisans.com/mill/SpindleMotorPulley-3.jpg > > I'm having trouble getting past a certain depth while trying to cut > the smaller pulley. The tool holder keeps getting in the way and with > the compound set at 17 degrees it's difficult to follow the inner > contour as shown in the 3D print sample. > > A 1/4" tool bit projects too far. I wonder if grinding a 3/8" tool > bit so it can sit at an angle away from the big pulley face but still > track the inside face. And not hit the other face. Total depth is > 0.55" and about 0.3" wide at the bottom. > > Perhaps someone with more experience can post a sketch of a tool shape > that would solve my problem? > > Thanks > John
{kind=link}
I think I'd still use the 1/4" tool, but would sharpen it to about 14 or 15 degrees on both sides, with some heel clearance, writing the code to follow the 17 degree angles and probably a bit narrower at the bottom of the groove than your .3". Carbide toolings available chip shapes rule this job out, so use sharp HSS tooling, making a holding jig to get the correct angles. Use a CBN wheel, not diamond as HSS and diamond tends to wreck your high $ diamond. I have a flat faced CBN cup wheel, and I'd put a heel clearance shim under a rotary table to supply the 15 degree up angle, and rotate the table to set heel clearance of 6 degrees or so on each side of the tool. End face of the tool will need heel clearance too and you can get that by faceing the top of the tool against the chuck face at the same wedge angle but pointing straight up. A motorized table makes all this a piece of cake. And the CBN wheel is magic on HSS, while HSS will wreck a diamond wheel. Listen for contact with the spinning wheel, if you see fire its too fast and pushed too much. The last thing you ever want is a v-belt actually riding the bottom of the groove as your traction is the fattening of the belt from the unyielding backing squeezing it out to wedge itself into the groove, and all that effect goes away instantly when it touches the bottom of the groove with the belly of the belt. Write the code to do the exact v-shape, and increment the depth per pass until the back of the belt lays dead level with the top of the groove when bent around the pulley for test fitting. Your tool should cut 99% on the tips side corners, facing straight into the groove. And should scrape the bottom as it moves from side to side describing the V minus the width of the front flat at the maximum depth. The shape of the path the tool describes is fixed, only the diameter s/b decremented by the loop. I also have one of the grizzly wet red rouge wheels, a flat faceing up about 10" diameter, but angles have to be guessed, its doesn't have the tool holders a rotary table can do. I can do a wood plane blade you could use for a shaving mirror, and such a blade stays sharp for a loooong time. Keep it wet and be gentle, rouge is very sharp, equ to around 12,000 grit, but is easily damaged by HSS toolings small foot print. But it can make legendarily SHARP HSS tooling. Have a fine 4th John. > > _______________________________________________ > Emc-users mailing list > Emc-users@lists.sourceforge.net > https://lists.sourceforge.net/lists/listinfo/emc-users Cheers, Gene Heskett -- "There are four boxes to be used in defense of liberty: soap, ballot, jury, and ammo. Please use in that order." -Ed Howdershelt (Author) If we desire respect for the law, we must first make the law respectable. - Louis D. Brandeis Genes Web page <http://geneslinuxbox.net:6309/gene> _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users