The one in the picture came from Fastenal. When they discontinued selling them and had them on clearance I purchased their inventory of 8-32 and 4-40 taps. I scored a good supply of Balax (https://www.balax.com/) 2-56 taps from a local flea market. I don't think the seller understood taps without flutes!
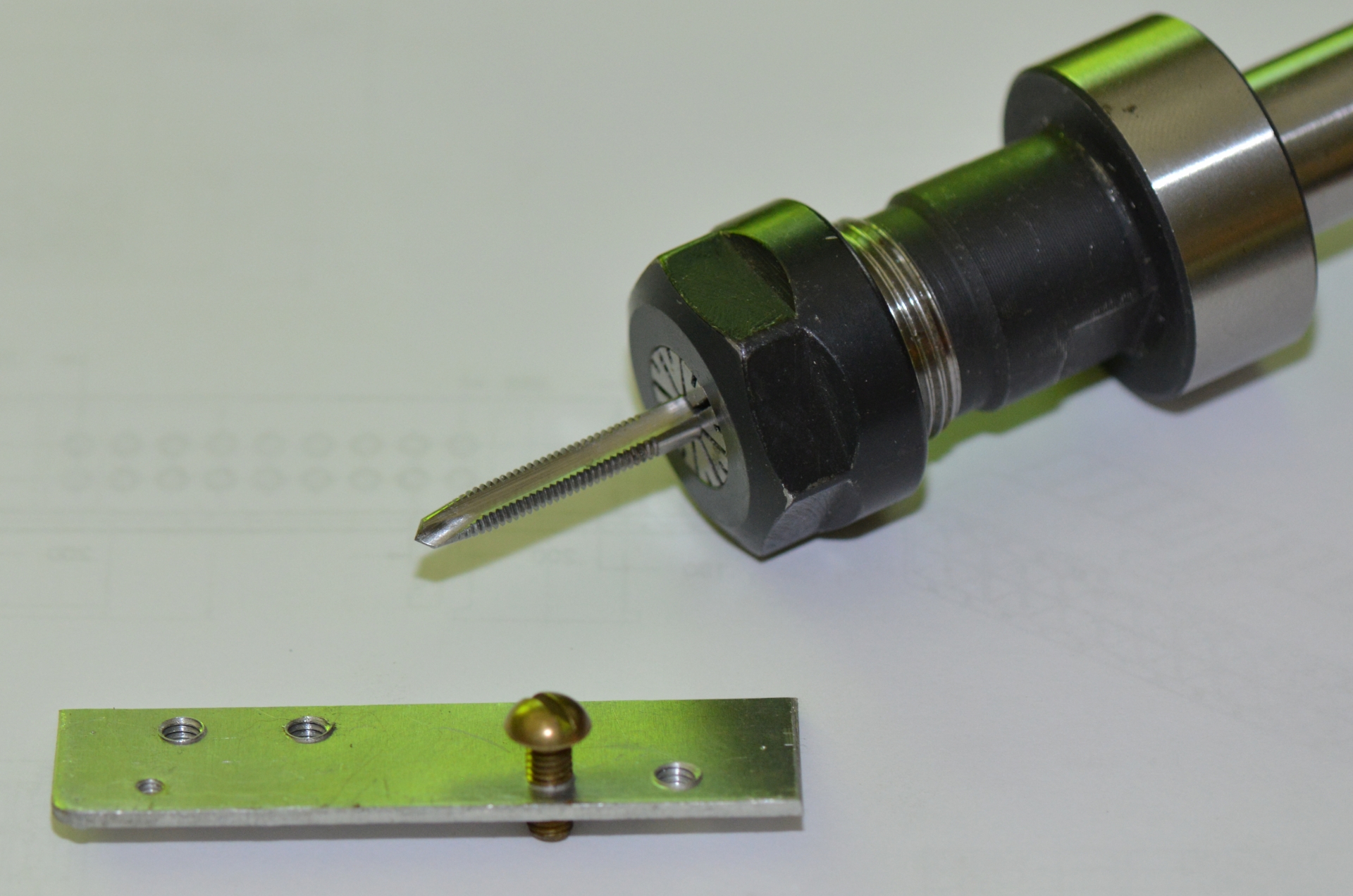
-----Original Message----- From: John Dammeyer <jo...@autoartisans.com> Sent: July 10, 2021 6:07 PM To: 'Enhanced Machine Controller (EMC)' <emc-users@lists.sourceforge.net> Subject: Re: [Emc-users] Runaway PID spindle. Where did you get your forming taps? I just ran my 10-32 into a casting remnant. I keep the risers and turn them round for bar stock. In this case a solid coupler. Clamp in vise, used LED touch sensor to determine center point between vise jaws and edge of piece. Move over 1/2" , spot, drill and then use LCNC to power tap. Why is this one different from the last exmaple? Because I loaded the 'B' version of the BIT file into the 7i92 and changed the HAL file so it wouldn't complain that DB25-5 was not available as an output (now stepgen5 DIR) instead of an output connected to DIR for PWM. Change the Pn parameter in the servo to use step/dir instead of 0-10V,IN3 for velocity and direction. The odd thing compared to my test bench setup was that I had to change the sign of the STEP_SCALE to negative to make the spindle motor turn clockwise. I then asked it to turn 400 RPM and looked at what the encoder reported for the spindle. Divide the encoder RPM into 400 and multiply the STEP_SCALE by that to set up the pulley ratio since they aren't quite the same diameter. Now RPM is really close and tapping starts immediately. No PID needed. Freakin awesome! John > -----Original Message----- > From: ken.stra...@gmail.com [mailto:ken.stra...@gmail.com] > Sent: July-10-21 2:35 PM > To: 'Enhanced Machine Controller (EMC)' > Subject: Re: [Emc-users] Runaway PID spindle. > > I haven't been following this thread too closely but why not use > thread forming taps? They work great in ductile materials such as > aluminum and there is no problem with chip clearing since there are no > chips. Just be sure that you drill the right size hole according to > the tap manufacturer's material (somewhat larger hole than for a normal tap). > > On the idea that without a picture it didn't happen, see > https://www.youtube.com/watch?v=_DmvkC3tOQw > > -----Original Message----- > From: John Dammeyer <jo...@autoartisans.com> > Sent: July 10, 2021 3:08 PM > To: 'Enhanced Machine Controller (EMC)' > <emc-users@lists.sourceforge.net> > Subject: Re: [Emc-users] Runaway PID spindle. > > Thanks. > I've got some really cheap metric ones coming from amazon. Just for > aluminium castings and to play with. > John > > > -----Original Message----- > > From: Dave Cole [mailto:linuxcncro...@gmail.com] > > Sent: July-10-21 10:39 AM > > To: emc-users@lists.sourceforge.net > > Subject: Re: [Emc-users] Runaway PID spindle. > > > > I think that is a spiral point tap. > > The flute is straight along the length of the tap then the flute is > > is ground deeper toward the backside of the cutting edge. > > > > AutomationDirect.com sells some really nice taps for reasonable amounts. > > > > Dave > > > > > > On 7/9/2021 8:32 PM, John Dammeyer wrote: > > > The saying we have on another group is if there aren't pictures it > > > didn't happen. I hand held the camera so depth of field is out a > > little on the 10-32 screw head and the macro lens is bad for depth > > of > field as it is. > > > > > > Short G-Code 200 RPM tapping into really soft aluminium trimmed > > > off an old box or something. Not sure if this classifies as a > > > spiral > > tip tap but even a forming tap would have pushing this soft metal around. > > > > > > http://www.autoartisans.com/mill/SpindleControl/Tapping10-32.jpg > > > > > > John Dammeyer > > > > > > > > > > > > > > > _______________________________________________ > > > Emc-users mailing list > > > Emc-users@lists.sourceforge.net > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > _______________________________________________ > > Emc-users mailing list > > Emc-users@lists.sourceforge.net > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > Emc-users@lists.sourceforge.net > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > Emc-users@lists.sourceforge.net > https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}