Hi Andrew, The max my mill will run is 3000 RPM. And because I made my own pulleys and am using a stock V belt there's a bit of vibration at that speed which I don't think helps much.
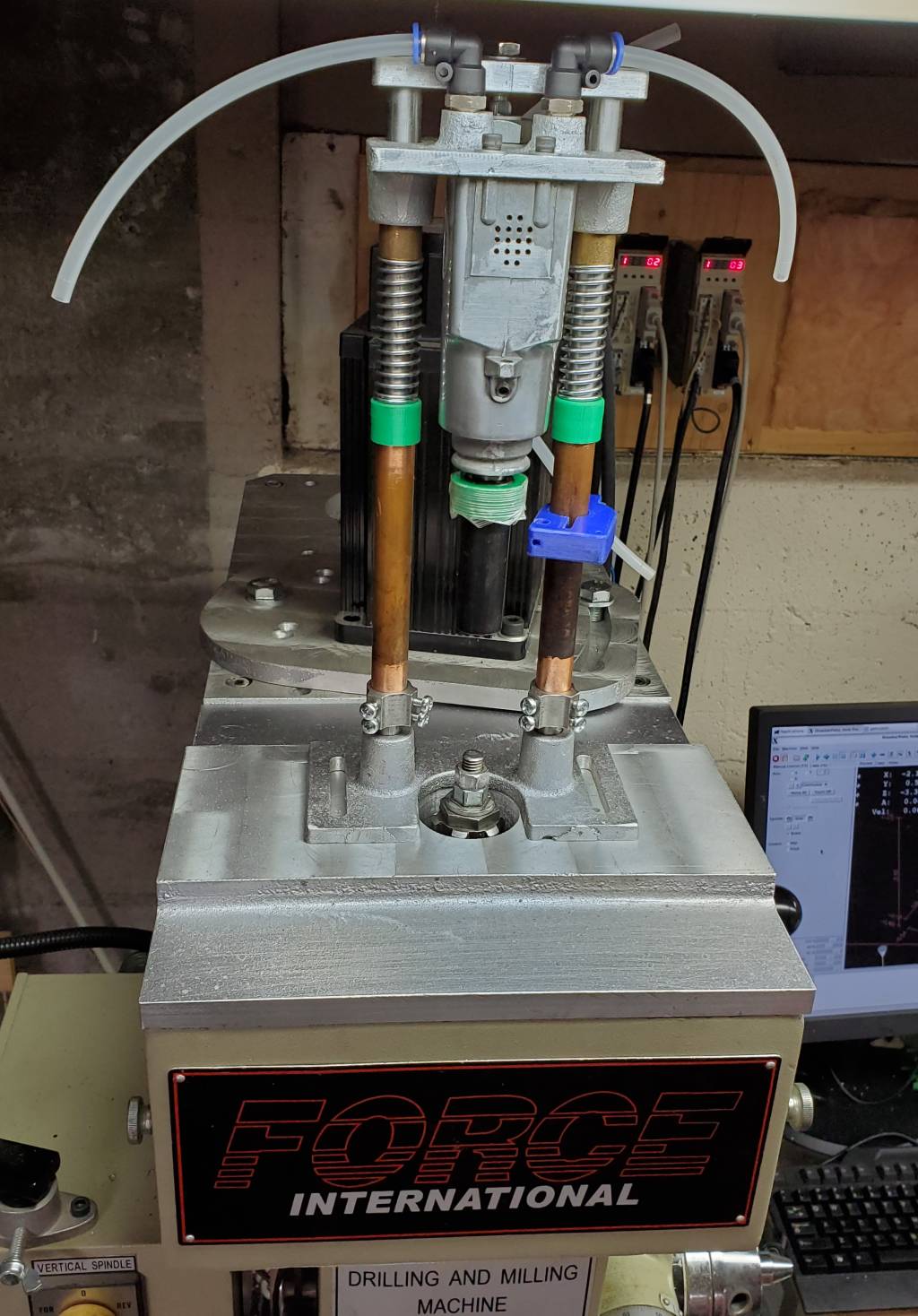
The other issue is backlash on the X is over 0.020" so climb milling is out of the question. I've had a few scary moments when a plunge (due to bad G-Code programming on my part) is too fast and I can see the whole table shift as the 1/2" cutter bites in. More work to do I guess. John > -----Original Message----- > From: andrew beck [mailto:andrewbeck0...@gmail.com] > Sent: November-04-21 1:41 AM > To: Enhanced Machine Controller (EMC) > Subject: Re: [Emc-users] Project Progress > > John > > I buy dlc costed aluminium end Mills. From my Chinese supplier. > > In my Linuxcnc controlled machine I use these feeds and speeds. For a 3 > flute 10mm dia cutter. With Dlc. (diamand like coating) > > > High speed aka fusion 360 adaptive clearing > > Depth of cut 25mm > Side width of cut. 2mm > 10k rpm > 0.15 chip per tooth so 4500mm/min feedrate > > > Slotting > > > Depth of cut 10 > 10k rpm > 0.05 chip per tooth so 1500mm/min feedrate > > The cutters last for months of constant use. > > And are like 10 times better than the high speed cutters you are running. > Plus it's much harder to overheat the carbide. Than HSS. > > For reference you can buy a 10mm cutter for about 30 usd each. > > 6mm cost about 15 usd. > > I get a decent discount on that. But we are to far apart in the world for > be to send them to you. (new Zealand > > So in a nut shell. Try some new cutters. > > I'm running flood coolant. But I think a mist would be almost as good as > the Dlc coating is pretty amazing > > Feel free to pm anyone for links > > > On Thu, 4 Nov 2021, 19:36 John Dammeyer, <jo...@autoartisans.com> wrote: > > > I used the big 1/2" one for the large pocket and the smaller 5mm one for > > the smaller pocket and profile. The surface finish, given my crappy cast > > aluminium, was really nice. > > > > My mill does have a coolant pump but I don't know if I use the mill often > > enough to fill the reservoir with coolant that then goes mouldy and > > stinky. So I'm working on a compressed air mist coolant system. But maybe > > having a secondary reservoir that pumps out the main one and adds an > > aquarium bubbler would work for the flood system. So in the last 12 years > > I've never used coolant. > > > > John > > > > > > > -----Original Message----- > > > From: andrew beck [mailto:andrewbeck0...@gmail.com] > > > Sent: November-03-21 10:52 PM > > > To: Enhanced Machine Controller (EMC) > > > Subject: Re: [Emc-users] Project Progress > > > > > > What cutters are you using? > > > > > > As a sideline here in New Zealand I buy and sell tooling so I'm always > > > testing the limits. > > > > > > And can probably advise a bit > > > > > > On Thu, 4 Nov 2021, 11:29 John Dammeyer, <jo...@autoartisans.com> wrote: > > > > > > > I've been using LCNC quite a bit (for me). In the photo there are two > > > > steel spring collars that were entirely done with the mill. I could > > have > > > > left them as large disks with just a stepped hole and the set screw > > holes > > > > but what's the fun in that. > > > > > > > > > > > > > > http://www.autoartisans.com/mill/SpindleControl/TrialFitOnSpindleCover-1.jpg > > > > > > > > The spindle cover casting (10lbs of scrap aluminium) was machined in > > the > > > > places I needed flat surfaces and to get rid of a bit of sag in the > > casting > > > > mostly for looks. I'd occasionally spray a bit of WD-40 but mostly > > just > > > > held the shop vac to clean up the chips. > > > > > > > > > > http://www.autoartisans.com/mill/SpindleControl/SpindleCoverplate-4.jpg > > > > > > > > Essentially between 1000 and 2000 RPM, 2 flute 1/2" end mill, 25% step > > > > over, about 2.5 to 5 IPM IPM and a depth of cut of about 0.1" for each > > > > pass. This created chips that did not melt onto the tool bit and left > > a > > > > quite nice smooth finish. > > > > > > > > But with those parameters it did take quite a while. OTOH, it ran > > > > automatically and other than check on it periodically and vacuum or > > blow > > > > away chips I could do other things nearby. > > > > > > > > If I enter the parameters into Machinist Toolbox with a target RPM of > > 1500 > > > > I see it suggests a tool feed rate of 21 IPM. I think that would melt > > the > > > > chips without flood coolant. Since I didn't want to screw it up and > > have > > > > to cast it all over again I was very conservative. > > > > > > > > Was I too conservative on this? It's been suggested by a friend who > > runs > > > > MACH3 that he dials in a much faster feed and spindle rate and then > > hauls > > > > back on the sliders to reduce it to very slow and then in small steps > > bumps > > > > up the speed until it feels right. > > > > > > > > > > > > > > > > Suggestions are welcome. > > > > Thanks > > > > John > > > > _______________________________________________ > > > > Emc-users mailing list > > > > Emc-users@lists.sourceforge.net > > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > > > > > _______________________________________________ > > > Emc-users mailing list > > > Emc-users@lists.sourceforge.net > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > _______________________________________________ > > Emc-users mailing list > > Emc-users@lists.sourceforge.net > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > Emc-users@lists.sourceforge.net > https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}