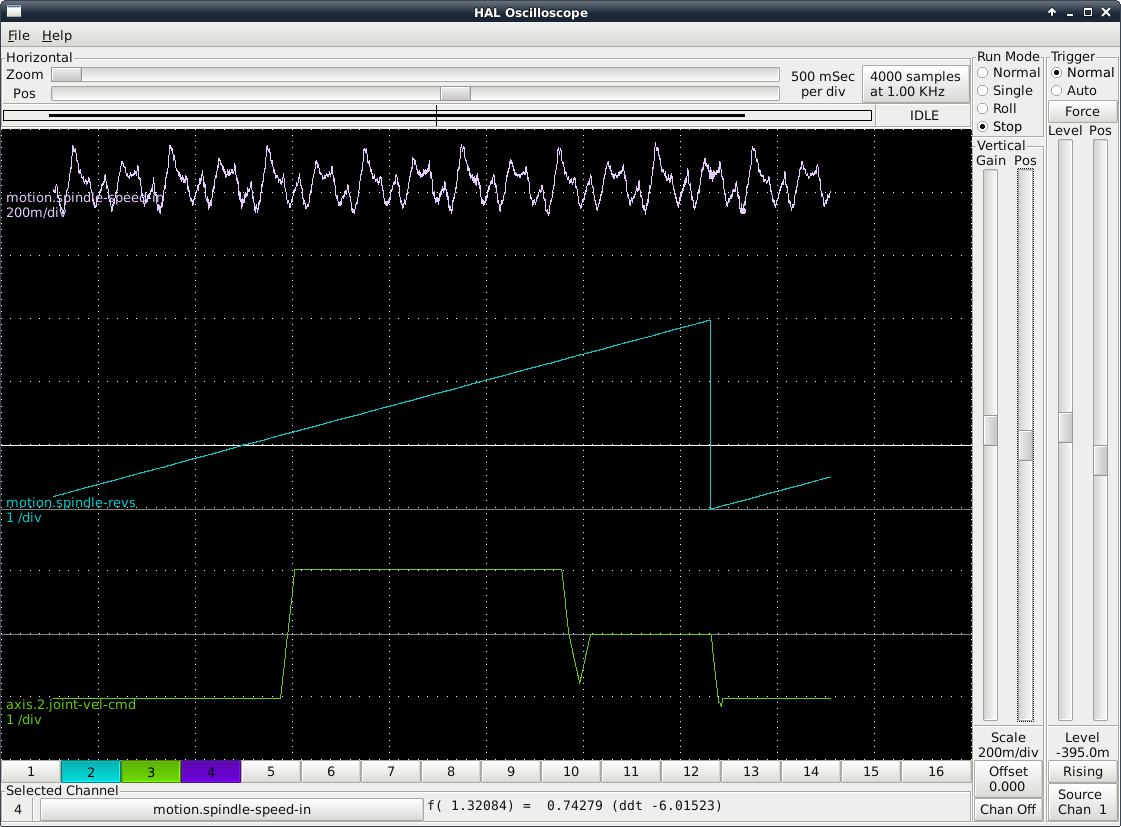
On Thursday 10 September 2015 10:36:04 Peter C. Wallace wrote: > On Thu, 10 Sep 2015, Tom Easterday wrote: > > Date: Thu, 10 Sep 2015 10:07:59 -0400 > > From: Tom Easterday <[email protected]> > > Reply-To: "Enhanced Machine Controller (EMC)" > > <[email protected]> > > To: "Enhanced Machine Controller (EMC)" > > <[email protected]> Subject: Re: [Emc-users] G33 and > > motion-spindle-speed-in, > > motion-spindle-revs (2.7.0-pre7) > > > > The encoder is fed into a Mesa 7i85s/5i25 running Hostmot2 encoder > > module. I donÿÿt see any other output I could useÿÿ > > > >The Halscope plot which I mean to post with the first message is > > here: http://bgp.nu/~tom/pub/noise-velocity.png > >-Tom > > Looks like you spindle simply cannot keep accurate speed control at > the very low speed you are turning (50 RPM?) I suspect if you really > need accurate 50 RPM speeds a VFD is not going to do it without a > large gear reduction
{kind=link}
I have not encountered anything even remotely resembling that on my lathe with its 200 edge/turn A/B/Z homemade encoder. If it was jerking at 50 revs, thats more than 1 second per turn and the speed changes would be extremely visible. Thats not saying mine is dead smooth at 50 revs, but Z tracks its speed variations quite well, making a lot of racket from the Z stepper racheting its speed up and down in exact time with the spindle speed. Gotta be something else going on. An accidentally wide deadband setting in the Z's PID? addf's in the hal file waaaayyy out of fall thru sequence in one servo-thread cycle? All that stuff should be addf'd in the order of the signal path thru each logic function. But I'm sure you knew that, Tom. Way to low a pid.s.Pgain because it oscillated because of the above lag? Going a ways off; Here, in an attempt to get some low revs control, I have some hal stuff setup to change the pid.s.bias according to the direction sign, and that goes quite a ways to compensate for friction in the drive, but that just went up when I double bearinged both ends of the jackshaft in an attempt to keep the shaft from walking thru the bearings, mucking up the timing belt alignment. That, nor threadlocker green succeeded in stopping that, so yesterday some nylon spacers were trimmed for length and installed to control that. I would have used a piece of 1/2" ID alu tubing for that but TSC only had 3/4" even in steel. So the friction has gone up and I'll probably have to increase it from 40 or -40 in order to get a creep speed with the first button click on the direction icon. (axis) I'd post that section of my ini file, but because I've been having drive going away problems which caused this major rebuild to take place, the PID.S settings are all zeroed out except FF0 in preparation for getting rid of about 40 lines of hal stuff I was sequencing the G33.1 direction turnarounds with. With Jon's (Pico Systems) pwn servo amp as a full 4 quadrant control, I can turn its direction around much faster if the motor shaft is well pinned into the flywheel. And it now is, with 2 10-24 set screws about 3/8" long drilled and tapped into the threaded joint these treadmill motors all use. All that seems to need is a limit3, with a maxa setting to slow it down and reverse it. I used that same amp-driver in the GO704, and it can do a fwd/reverse, or reverse to fwd, in 1 second at 2500 revs on that light spindle. I don't expect to do that on this lathe because that chuck is north of 20 lbs, but I do expect to improve the almost 5 turns of overshoot at 450 rpms, a good speed to do rigid tapping at. Curious, I'd put in some hal stuff to measure that so I could read out the overshoot on a halmeter. So while it works, and works well in fact, I'd always run the G33.1 with a pecking at an ever greater depth loop wrapped around the G33.1. So that nearly 5 turns was with a cutting load on it for usually the last 1/2 turn as thats my usual peck increment. I have a pause in the backed away position to give me time to blow the swarf out of the tap, and re-anoint it with a drop of tap-magic. This is an interesting problem Tom, and when you do find it, please post what you found. > > On Sep 10, 2015, at 7:18 AM, andy pugh <[email protected]> wrote: > > > > On 10 September 2015 at 02:53, Tom Easterday <[email protected]> wrote: > >> believe there really is a small variation in the spindle but not > >> sure why or how to deal with it so that > > > > Does your encoder counter offer a position-interpolated output? That > > might be smoother. > > With a 1024 line encoder the position is going to be pretty smooth > already > > > -- > > atp > > If you can't fix it, you don't own it. > > http://www.ifixit.com/Manifesto > > > > -------------------------------------------------------------------- > >---------- Monitor Your Dynamic Infrastructure at Any Scale With > > Datadog! Get real-time metrics from all of your servers, apps and > > tools in one place. > > SourceForge users - Click here to start your Free Trial of Datadog > > now! > > http://pubads.g.doubleclick.net/gampad/clk?id=241902991&iu=/4140 > > _______________________________________________ > > Emc-users mailing list > > [email protected] > > https://lists.sourceforge.net/lists/listinfo/emc-users > > ---------------------------------------------------------------------- >-------- Monitor Your Dynamic Infrastructure at Any Scale With Datadog! > Get real-time metrics from all of your servers, apps and tools in one > place. > SourceForge users - Click here to start your Free Trial of Datadog > now! http://pubads.g.doubleclick.net/gampad/clk?id=241902991&iu=/4140 > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > > Peter Wallace > Mesa Electronics > > (\__/) > (='.'=) This is Bunny. Copy and paste bunny into your > (")_(") signature to help him gain world domination. Cheers, Gene Heskett -- "There are four boxes to be used in defense of liberty: soap, ballot, jury, and ammo. Please use in that order." -Ed Howdershelt (Author) Genes Web page <http://geneslinuxbox.net:6309/gene> ------------------------------------------------------------------------------ Monitor Your Dynamic Infrastructure at Any Scale With Datadog! Get real-time metrics from all of your servers, apps and tools in one place. SourceForge users - Click here to start your Free Trial of Datadog now! http://pubads.g.doubleclick.net/gampad/clk?id=241902991&iu=/4140 _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users