The scope pictures need some accompanying explanation from the original poster.
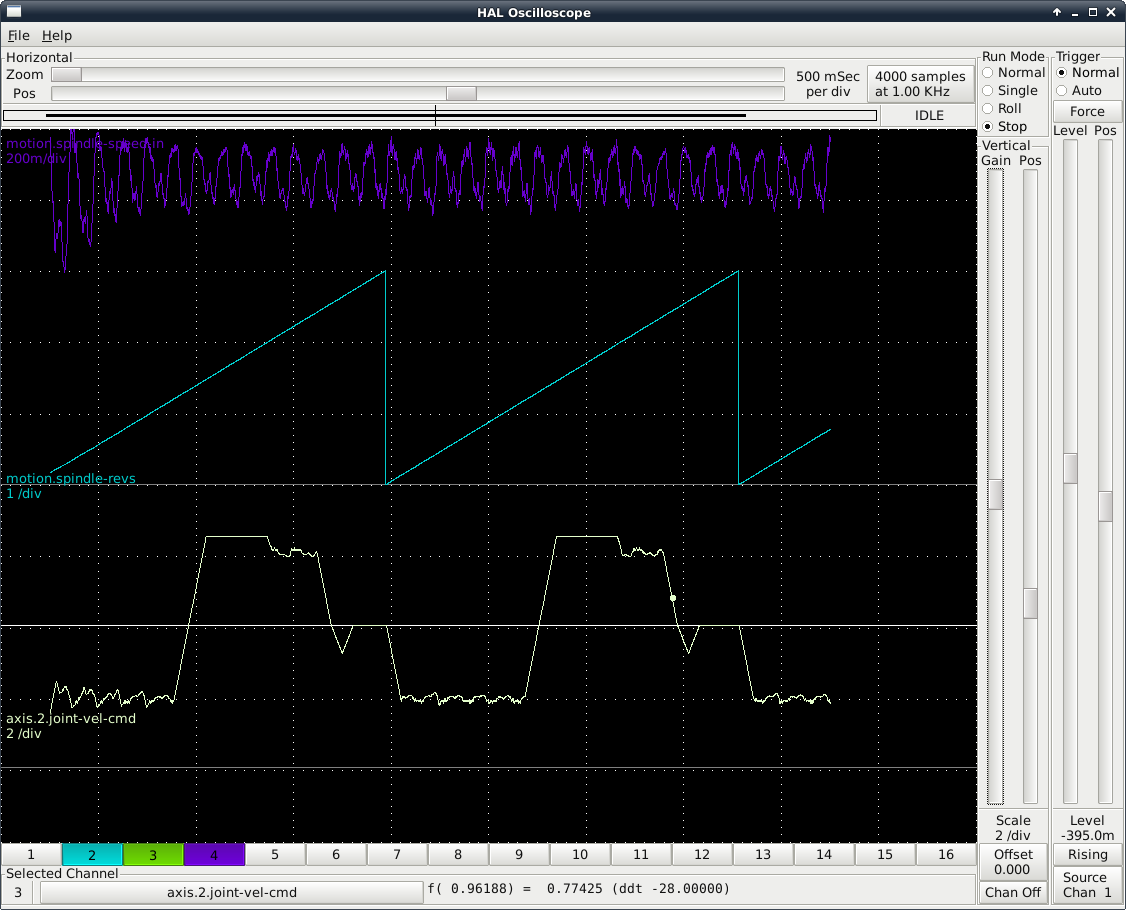
My guess would be that each cycle of the spindle-revs sawtooth is one pass of the G33 cycle. The falling edge of the sawtooth happens when the spindle hits the index before the pass. Axis speed prior to that point is zero. Once the sawtooth falls, the axis velocity goes to a negative value that is synced to the spindle. The actual cutting phase lasts about 1.5 divisions, then the axis reverses and runs at maximum speed for about 2/3 of a division, my guess is that is going back to the starting position. Somewhere in there is a retract on X, but we are only seeing Z. Then there is about a half-division of running at less than maximum speed, followed by a decal to zero and a blip in the opposite direction. Not sure what is happening there, especially since we don't have X on the trace, and don't know what the g-code is doing. Since he is knurling, there might be some moves in there such that each pass makes a new knurl line (by starting at a different Z value than the last cut). Or maybe the blip is backlash compensation? Since Halscope can have up to 16 channels, it might help to add the Z and X positions so that we can understand better what is happening in the overall cycle. The top trace is interesting. It says the spindle speed feedback has a periodic variation at about 7 cycles per second (420 cycles per minute). What is the actual spindle speed? I've only skimmed the thread, but I thought it was something like 50 RPM. So this isn't a once-per-rev thing. What is the motor-to-spindle drivetrain? Maybe there is a reduction, such that the motor is doing 420 RPM when the spindle is doing 50? The variation on the axis commanded velocity is tracking the variation on the spindle speed feedback, which is what you'd expect. If the spindle-revs scaling is correct, each pass thru the cycle is taking 3 revolutions of the spindle (3 vertical divs, at 1/div), and 3.5 divisions at 500mS/div or about 1.75 seconds of time. Three revs in 1.75 seconds is 103 RPM, so either I'm mis-remembering the spindle speed or something is scaled wrong. I'm assuming that we're looking at two of many G33 passes, with other passes before and after. So it seems odd that there is a transient disturbance to the spindle speed at the start of the first pass but not the second. Can the original poster shed some light on that? Is there a roughing pass and then a finish pass at a lighter depth of cut or something? I can't remember if spindle-speed-in is in revs/sec or revs/min, but I think it is revs/sec. The nominal speed of 103 RPM is 1.72 revs/sec. Since the spindle-speed-in trace isn't selected, we can't tell where the zero point is and thus what the actual value is, we can only tell what the ripple is. But if we assume that the zero point is one division from the bottom of the screen, then the trace is rippling between 8 and 8.7 divisions above zero. At 0.2/div, that is between 1.6 and 1.74 revs/sec, so MAYBE that is where the zero is. Can the original poster re-post with the spindle-speed-in trace selected so we can read the actual value? Regardless of the absolute value of the signal, the ripple of 0.7 divisions means 0.14 revs/sec, or an 8.4 RPM speed variation happening 7 times a second. I'm not listening to the machine, so I have no idea if that is real or not. If real, it could be VFD instability, motor hunting (induction motors sometimes have a resonance at low speed), or something mechanical like runout in a countershaft or something. There appears to be about 14.5 cycles of the periodic disturbance during the 3 revolution threading pass. Since 14.5 isn't an integer, it is unlikely to be an encoder or runout error on the spindle encoder. (I'm assuming the spindle encoder is mounted directly to the spindle, not belted or geared.) The variation in spindle speed seems to be happening whether the cut is in progress or not. So ignore the axis.2.velocity command. Ignore the G33. Don't even bother running g-code. Just run the spindle from the manual screen and see if you still have the deviation on the spindle-speed-in trace. Vary the spindle speed and watch the variation. Is it always 7 times per second, or does it speed up and slow down with the spindle? Kill the motor and observe the spindle- speed-in trace as the spindle coasts to a stop. If the variation goes away during coasting, it is probably due to the VFD. If it stays, it is probably mechanical or an encoder issue. I just went back and looked at the other scope pic, the one where the axis motion was from G1 instead of G33. The spindle speed is much slower there - it takes 2.5 divisions (1.25 sec) to make one revolution, which works out to about 48 RPM. Did you change the spindle speed between the two runs? Conveniently, spindle-speed-in was the selected channel on that pic. The value is about 0.74 revs/sec at the cursor location, which is 44.4 RPM. The shape is very different from the 103 RPM run, but the peak-to-peak magnitude of the variation is about the same. IMO you need to get to the bottom of the spindle-speed-in variation before you worry about the G33. Fix the one and you'll probably fix the other. John Kasunich On Thu, Sep 10, 2015, at 12:58 PM, Jon Elson wrote: > On 09/10/2015 10:00 AM, Tom Easterday wrote: > > Sorry, that was the plot when using G1 (smooth). Here is the plot using > > G33, notice all the noise on the joint velocity command: > > http://bgp.nu/~tom/pub/noise-velocity-G33.png > > -Tom > > > > > Why is the command jumping all over the place? It appears > that it is running open-loop LESS than half of the time. > When the command has little waves it seems to be > closed-loop, then it jumps to some limit value on the other > side of zero for a while, then bounces around and goes back > to closed loop for a bit. > > I think maybe you need to slow down or reduce the gain of > the servo loop response quite a bit to make this stable. > The VFD sure can't respond to a complete reversal of > direction more than once a second. > > Jon > > ------------------------------------------------------------------------------ > Monitor Your Dynamic Infrastructure at Any Scale With Datadog! > Get real-time metrics from all of your servers, apps and tools > in one place. > SourceForge users - Click here to start your Free Trial of Datadog now! > http://pubads.g.doubleclick.net/gampad/clk?id=241902991&iu=/4140 > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users -- John Kasunich [email protected] ------------------------------------------------------------------------------ Monitor Your Dynamic Infrastructure at Any Scale With Datadog! Get real-time metrics from all of your servers, apps and tools in one place. SourceForge users - Click here to start your Free Trial of Datadog now! http://pubads.g.doubleclick.net/gampad/clk?id=241902991&iu=/4140 _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}