On Thursday 18 January 2018 15:08:58 [email protected] wrote: > > On Jan 18, 2018, at 1:04 PM, Gene Heskett <[email protected]> > > wrote: > > > > On Thursday 18 January 2018 10:41:50 Kirk Wallace wrote: > >> On 01/17/2018 11:45 AM, [email protected] <mailto:[email protected]> wrote: > >>>> On Jan 17, 2018, at 10:43 AM, Kirk Wallace > >>>> <[email protected] > >>>> <mailto:[email protected]>> wrote: > >>>> > >>>> I did a rewrite a while back: > >>>>> http://wallacecompany.com/tmp/G76/G76-7b.cc > >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc> > >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc > >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc>> > > > > Interesting Kirk. > > > > However it generates a couple of questions, first of which is that > > this looks as if it could be duplicated in a gcode file with the use > > of named subroutines. Given the speed of available machinery, would > > it make any diff in execution time? > > > > Second, this seems workable only for std 60 degree sidewall threads, > > so it would have to grow a knowledge of acme threads in order to > > solve Tom E's problem. > > Why is his code only good for 60 degree threads?
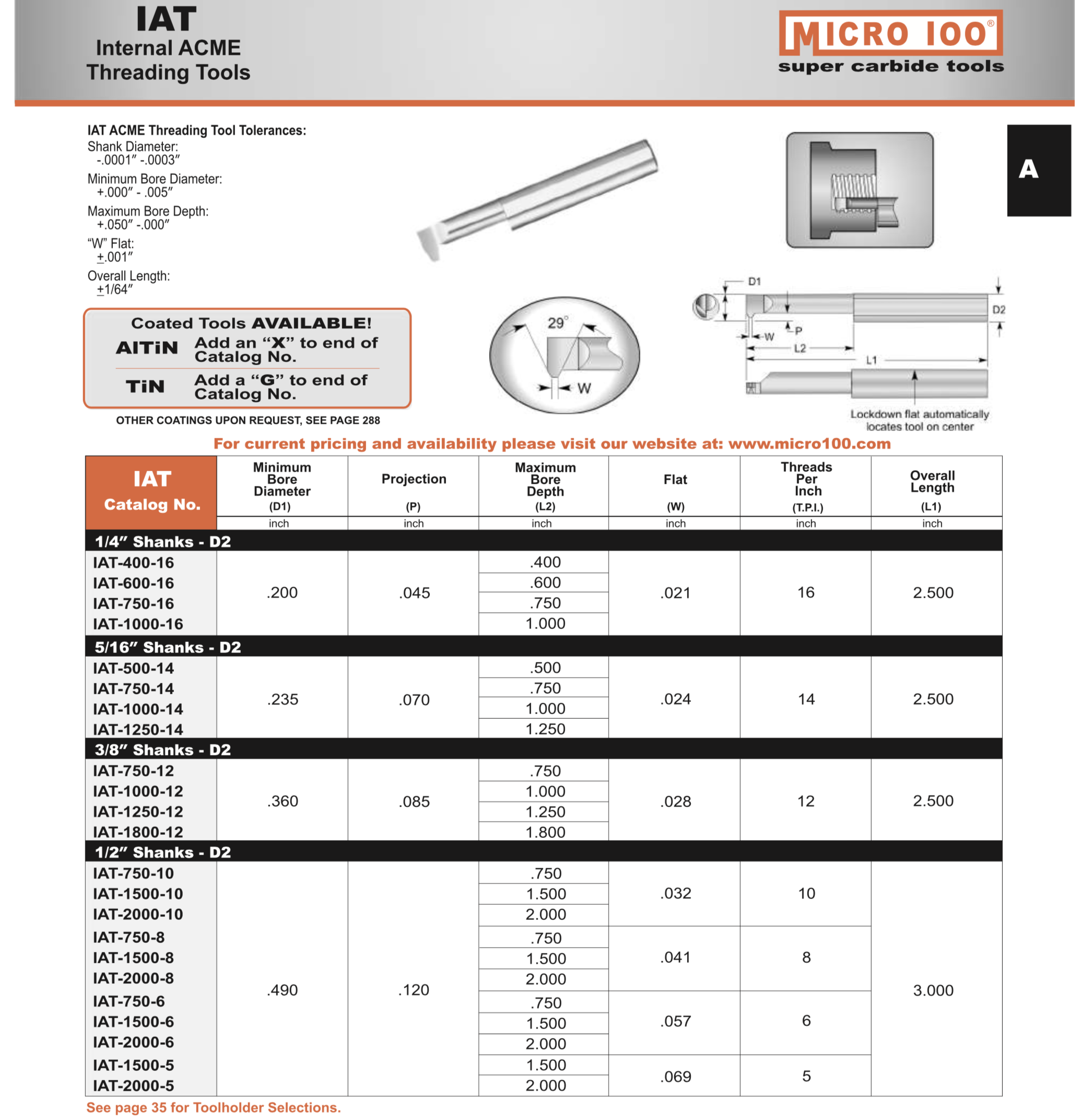
Probably a good question, but I'd assume it would need a working knowledge of the tools cutting edges geometry to use correctly. Q would change to something in the 7.48 to 7.502 range in order to assure it is cutting only on the flat tool face and the leading edge. How much extra would depend on the tools shank flexibility, it it bends down from the cutting forces, that may effectively shorten it enough to bring the rear edge into play, and that isn't a desirable situation. We commonly use less than 30 degrees with a std thread shape tool, and it may scrape the back of the groove, which normally will just clean up the outer tip of the thread, but it may also grab the tool because its cutting on both faces. After that broken tool at 29 degrees, I haven't used less than 29.75. More than 30 makes it clear that side of the tooth, but that tends if the tool is getting dull, to leave a finger slicing wire edge on the tooth tips. > > Tom, can you give the math that describes your single point tools > > geometry? I think the side angles,(s/b 15 degrees for /most/ acme's) > > the width of the point those angles pivot on (here I'd assume the > > previously quoted .125") which implies the actual width of your > > tool, at the 50% of cut depth point is then .0630", the extra half a > > thou being just enough backlash to allow a .0625" width tooth to > > turn easy if well lubed. > > The tool geometry is shown here (IAT-1500-8): > https://bgp.nu/~tom/pub/IAT-1500-8.png > > -Tom And thats enough,since it shows the width of the flat on the tip, the rest s/b filling in the blanks. 2x 0.041 is 0.82" used for the flat, and the pitch of 8=.125 - .082= 0.043 for both sides of the tooth, then /2=0.0215" for the total z feed by the time you reached full depth of the x at 15 degrees included angle. This distance should be divided by the same divisor used to get your per pass x feed, and subtracted from the z position by moving it inward just before the g33 call as its waiting for the index pulse. Poor backlash comp in z can play games at movements this small. You may want to add moves so that the backlash has already been taken up before the g33 call is invoked. not a lot can be safely done in the bottom of the hole w/o crashing the back of the tool as you back out of the thread getting ready to retrace back out of the hole, so I'd check and correct the backlash first, then fiddle with the other stuff. I hope I'm making sense here. :( [...] Cheers, Gene Heskett -- "There are four boxes to be used in defense of liberty: soap, ballot, jury, and ammo. Please use in that order." -Ed Howdershelt (Author) Genes Web page <http://geneslinuxbox.net:6309/gene> ------------------------------------------------------------------------------ Check out the vibrant tech community on one of the world's most engaging tech sites, Slashdot.org! http://sdm.link/slashdot _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}