> From: Mark [mailto:[email protected]] > > The excuses that will be made for no documentation will be the same ones > > given for command line operation of Linux and LCNC. > It's much better than windows or it's self documenting. You just have to > learn a few commands and you can do so much more than > with windows........ > > You'll get no arguments from me on the documentation. I waded through > all that stuff thinking I was in way over my head. Thank god for the > IRC at the time and the knowledgeable and very helpful folks that seemed > like they lived there and helped me get my machine set up and running. > Self documentation is nonsense. It's just laziness when someone doesn't > want to take the time to document their work. Been there, had to create > documentation where none existed before in my last job as a sysadmin for > DoD. My predecessor was a firm believer in self documenting. Whether or > not Linux or Unix is better than Windows? After sysadmining both > systems for close to 30 years, it's hands down Linux and Unix are a much > better, more secure and more robust OS than Windows could ever be. Why > do you think Apple went to BSD Unix for it's back end? > > Mark
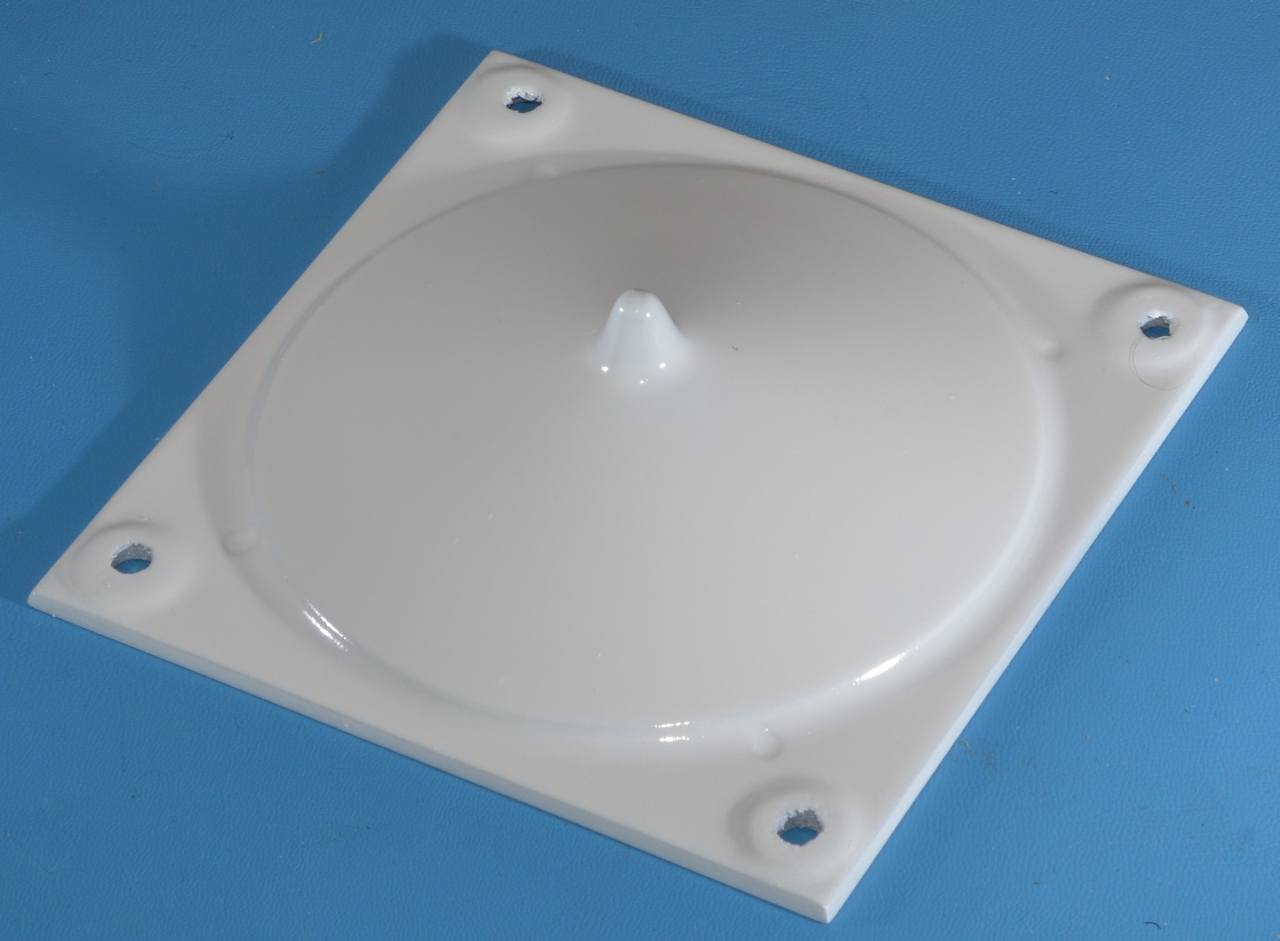
The point of this thread is not to get into a discussion which (invisible to the end user) OS is better or whether say Linux on LCNC is better as the underlying OS than say FreeRTOS. I don't care that Apple uses BSD Unix or my Samsung tablet and Phone use Linux. My wife has yet to, or even know how to use the command line on her MacBook. I've not had to use the command line on my tablet or phone either. The point I'd like to stress is MACH3 is used on a lot of machines with an older OS that still supports parallel ports, be they plug in the bus or on the Motherboard. And for the simple machines are easy to set up and run. I know one user who doesn't even have limit or home switches and LCNC can be set up exactly the same way. Or install a USB or Ethernet Smooth Stepper (I have the USB one for the CNC router) and get higher step rates etc than the parallel ports. So one buys a cheap Break-out Board from China, used PC that runs WIN-XP, changes the call home for registration parameter and sets up with dialog boxes their machine and is running code quickly. No one cares that it's running windows really other than for getting at the G-Code files. Now to add a touch plate with a dialog that reminds one to remove the clip lead from the CNC Bosch Colt router bit (mine does that) is VBasic. So even with that machine I went outside the box. But one screen already has center and edge finding applications ready to go. And if you need to talk to ModBus there are provisions for easily adding it as well as various Pendants. So I'll admit. I have a CNC Router set up with MACH3, USB Smooth Stepper, Older PMDX-125 Break out board with custom headers specifically for the USB or Ethernet Smooth Stepper and a box with stepper drivers along with a SSR box with an AC socket for the Router Power. Only the Z axis has Home switch at the highest point and Limit switch with an adjustable trip point for the bottom closest to the table. The XY have only a home switch also set up as a limit on one end. None on the other end. When I use my CNC Router I'm in the Windows world. When I use my Mill I'm in the LCNC world. When I use my South Bend I'm using my ELS with only once axis controlled so it's mostly manual but I can cut metric threads and bore to non-visible depths without worrying about a crash. Because the source code isn't available for MACH3 or Windows the environment is set up so one doesn't need to use an editor to try and figure out how it works. I suspect the same will be with the ACORN software that runs apparently only on windows. However, power up the system and run the CNC Software, I plug in a USB stick with the G-Code, drag and drop the files into a specific folder on the machine, load the G-Code into the CNC program and then first Home the hardware and do whatever touch off is needed to set the point where I will run the G-Code. For the job at hand what the OS is doesn't matter. In fact, what the CNC software is doesn't matter. As an example of the design and build process to reuse LED lights: http://www.autoartisans.com/GardenLights/BollardSimulation1.jpg The reflector is designed to redirect the LED light out in a 3' radius from the installed height while keeping the lamp in the more water resistance position. This was done on the CNC router with MACH3. http://www.autoartisans.com/GardenLights/ReflectorReadyForFinishing.jpg And then painted. http://www.autoartisans.com/GardenLights/ReflectorPainted1.jpg and some testing with the lamp set for Halloween Pumpkin Orange. http://www.autoartisans.com/GardenLights/BollardLightHalloween2.jpg I have cast just one out of Aluminium so far with some clean up machining done on the mill with LCNC. I'm thinking to make 50 or so it will be easier to use pattern or the cast aluminium one as a mold for vacuum-forming white plastic sheet. The point is, once installed, neither CNC system requires an editor or command line unless I want to tweak the G-Code at which time of course an editor is required. I've posted this example to show I'm not just someone complaining with absolutely no experience. I'm not bashing Linux nor Windows. I'm just passing on that a beginner with money went the ACORN route rather than MACH4 or LCNC. I'll pass on his build progress but so far his cabinet is really clean and professional looking. And I found, after some searching the rs274ngc.zip which has the EMC code and a PDF of the paper describing the development. https://code.google.com/archive/p/rs274ngc/downloads So I'll take a look at that first to see what is happening at possibly simpler level than the python code inside Axis. All in all though, I think something with LCNC has to change. John _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}
{kind=link}
{kind=link}