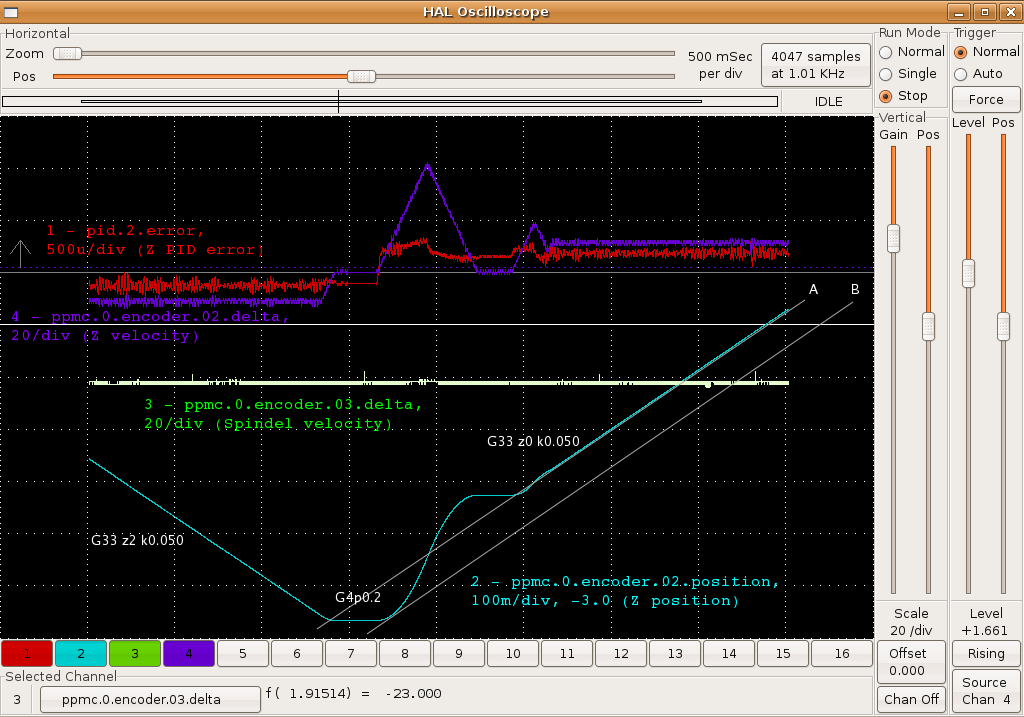
Kirk Wallace wrote: > > > I think in my case at least, I'm asking for impossible accelerations. > When I looked at this before: > > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/spindle_sync_surge-1b.png > > I decided to allow enough lead-in to have the Z settle before cutting. > > Well, the spindle sync doesn't really know how much lead-in you have. Richard Harris was having a problem where the Z axis just blasted at full rapid speed from beginning to end of the thread length, as I understand it. In any case, the Z axis needs some distance to accelerate, and there is no way to get around that. So, I gather that in your case, the Z feed stabilizes after some distance and you get the correct thread pitch. Is that correct? If I properly understand Mr. Harris' problem, his Z feed does NOT stabilize, but just runs ahead at full speed to the finish Z position. That would indicate the spindle encoder count is at some large value, and did not reset to zero when the index pulse ocurred. I'm still trying to understand the problem, and why I'm not seeing it here. One other thing.... We found this change to be MOST helpful for rigid tapping, but I believe it ALSO is very helpful in any threading operation. That was to increase the trajectory planner's dispatch rate (TRAJ_PERIOD) to equal the servo rate. That is in the univpwm_load.hal file, the line I have reads :
{kind=link}
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD traj_period_nsec=[EMCMOT]SERVO_PERIOD key=[EMCMOT]SHMEM_KEY You might try that with the same conditions of your picture posted above and see if it helps. Jon ------------------------------------------------------------------------------ Stay on top of everything new and different, both inside and around Java (TM) technology - register by April 22, and save $200 on the JavaOne (SM) conference, June 2-5, 2009, San Francisco. 300 plus technical and hands-on sessions. Register today. Use priority code J9JMT32. http://p.sf.net/sfu/p _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users